
Huirui-Laser Tin Bronze Laser Cladding Technology: Breaking the 2300 MPa Bond Strength Barrier in Wind Turbine Sliding Bearings
Industry Pain Points
Amid the global trend toward high-speed, heavy-duty, and precision industrial equipment, the service performance of wind turbine sliding bearings faces unprecedented challenges. Traditional rolling-bearing gearboxes suffer from high power loss (20–25%) and limited power-generation efficiency.
In contrast, sliding bearings—thanks to their non-contact operating characteristics—achieve a significant leap in gearbox efficiency, increasing power output by up to 0.5% and offering a theoretical service life exceeding 30 years. This breakthrough positions sliding bearings as a core enabler of long-term profitability for large-megawatt wind turbines, addressing one of the key bottlenecks in the renewable-energy industry.


Technological Breakthrough
For years, the industry has been constrained by traditional processes such as electroplating, thermal spraying, and centrifugal casting, which suffer from low bonding strength, high porosity, and extensive heat-affected zones. These shortcomings often lead to segregation, shrinkage cavities, and porosity defects, making it difficult to meet the stringent performance demands of high-end sliding bearings.
Huirui-Laser has broken through these limitations with its innovative Laser Directed Energy Deposition (LDED) technology. By developing an advanced tin bronze laser cladding process, Huirui-Laser coats the bearing surface with a high-performance alloy layer that is exceptionally dense, smooth, and thin, achieving superior metallurgical bonding compared with conventional centrifugal casting.
This next-generation tin bronze LDED coating delivers exponentially higher surface durability and bonding strength, offering a core technological solution for reconstructing the full lifecycle value of wind power equipment and setting a new benchmark in the field of precision bearing manufacturing.


Technical Strength: Precision Manufacturing, Performance Leadership
Huirui-Laser leverages a high-energy laser beam to achieve metallurgical bonding between tin bronze powder and the substrate, forming a dense and uniform cladding layer that breaks through three major technical barriers in the field of advanced bearing manufacturing.
1. Ultra-Strong Interfacial Bonding
The copper alloy layer achieves a stable bonding strength of 2300 MPa. Testing results show that fractures occur within the alloy layer itself, with nearly zero defects at the bonding interface, demonstrating exceptional reliability and consistency.
2. Extreme Porosity Control
Through orthogonal experimental optimization of laser parameters, Huirui-Laser has reduced porosity to as low as 0.2%–0.7%, ensuring superior coating density and long-term structural integrity under heavy-load conditions.
3. High-Efficiency Forming and Machining
With a cladding thickness of approximately 1.5 mm (retaining 1 mm after precision machining), the surface forming efficiency reaches 0.5 m²/h—a 30% improvement over traditional methods, perfectly aligned with mass production requirements for industrial components.
Process Performance Advantages
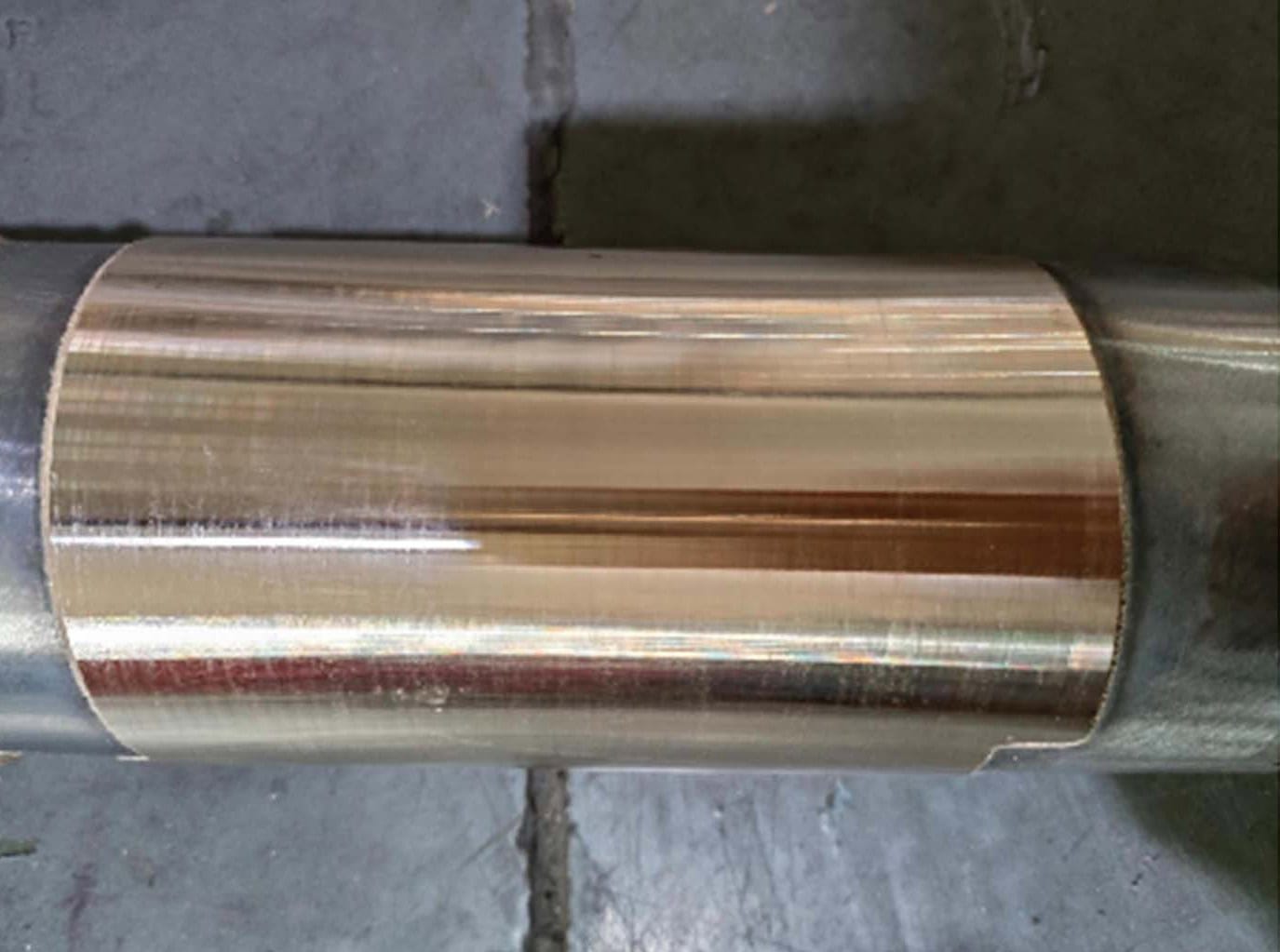
- Workpiece Type: Shaft components
- Inspection Results: On 42CrMo steel surfaces, the wide-spot laser cladding of tin bronze alloy produced uniform coating thickness with no visible macro defects, confirming excellent metallurgical quality and stable surface integrity.


Corrosion Analysis of LDED Tin Bronze Microstructure
The corroded microstructure analysis of LDED tin bronze coatings reveals that, compared with centrifugal casting, the significantly increased cooling rate during Laser Directed Energy Deposition (LDED) has a profound impact on microstructural evolution.
The higher degree of undercooling enhances nucleation rates while suppressing grain growth, resulting in a fine equiaxed grain structure with notably smaller grain size. Moreover, the δ-phase transitions from forming within the grains to precipitating along the grain boundaries, leading to improved uniformity, density, and mechanical stability of the coating layer.


Phase comparison of tin bronze prepared by LDED before and after corrosion
Microstructural Analysis of LDED Tin Bronze
The microstructural analysis of Laser Directed Energy Deposition (LDED) tin bronze coatings shows no visible macroscopic porosity under SEM observation, exhibiting a distinctive “soft–hard phase” composite structure consistent with XRD and metallographic characterization results.
Compared with traditional casting methods, the LDED process significantly improves Sn element segregation, ensuring that the elemental composition remains consistent with the original alloy powder. The grain size is considerably finer, and the δ-phase is uniformly and finely distributed along the structure.
This refined microstructural morphology endows the material with excellent ductility, high wear resistance, and superior mechanical stability, making it an ideal solution for high-performance sliding bearings and precision industrial applications.



Intelligent Manufacturing Powerhouse: High-Speed Laser Cladding Equipment for Shaft Components
As a national-level “Specialized and Innovative Little Giant” enterprise, Huirui-Laser has independently developed a high-speed laser cladding system for shaft components (fully enclosed version) — a next-generation intelligent manufacturing solution integrating advanced configuration, cutting-edge technology, and precision control.
Equipped with proprietary intelligent software and core components such as a dedicated laser head, precision nozzle, and automatic powder feeder, the system ensures unmatched accuracy and efficiency. It features laser cladding remanufacturing capability, enabling precise control over critical parameters including cladding speed, powder feed rate, and laser power.
The equipment offers higher system integration, a refined industrial design, and superior operational reliability, setting a new benchmark in laser-based surface engineering for shaft repair, remanufacturing, and high-performance coating applications.

Laser Cladding Equipment Technical Parameters
| Parameter Category | Specification / Model |
|---|---|
| Equipment Model | UHS-iCoating®-C1025A |
| Operator Display | 17-inch / Touch Screen |
| Laser Source | Diode Laser |
| Laser Power | 10 kW |
| Laser Head | Straight Plate / Bent Plate Laser Head |
| Positioning Accuracy | ±0.05 mm |
| Nozzle | Annular / Linear Coaxial Nozzle |
| Configuration Software | Online Monitoring Software, Data Acquisition |
| Parameter Category | Specification / Model |
|---|---|
| Powder Feeder | 1-4 Canisters (Optional) |
| Control System | CNC |
| Water Chiller | Dual-Temperature Dual-Control System |
| Total Power Consumption | <45 kW |
| Forming Size | ≤500x400x300 mm |
| Rotary Table Load | 3000 kg (Customizable) |
| Spot Size | 0.4-6 mm |
| Effective Workpiece Length | 1500 mm (Customizable) |
| Effective Workpiece Diameter | 600 mm (Customizable) |
Equipment Features
1. High-Efficiency Processing & Precision Repair
The system uses a high-energy focused laser beam to precisely control cladding thickness and geometry, rapidly melting metal powder to achieve metallurgical bonding with the substrate. This ensures that repaired shaft components fully meet original design accuracy and dimensional tolerance requirements.
2. Superior Coating Performance
A wear-resistant, corrosion-resistant, and high-temperature oxidation-resistant alloy coating is applied to the surface of shaft components, significantly extending their service life and ensuring long-term operational reliability in heavy-duty environments.
3. Wide Material Compatibility
The equipment supports surface strengthening and repair for a wide range of shaft materials, including cast iron, copper alloys, and steel, providing a versatile solution adaptable to various industrial applications.
4. Intelligent & Visualized Operation
Equipped with an automated control system and intuitive smart interface, the machine supports automated operation and remote monitoring. The repair process is fully visualized, displaying key parameters such as temperature, speed, and coating thickness in real time, enabling precise process adjustments for optimal cladding results.
5. Customizable Laser Cladding Solutions
Huirui-Laser offers customized configurations tailored to client needs — including equipment setup, process parameter optimization, and alloy material selection — to ensure the best possible balance between performance, cost-efficiency, and productivity.
6. User-Friendly Operation
Both the software and hardware systems feature excellent openness and usability, with a human-centered interface that simplifies operation, reduces training time, and enhances overall work efficiency.
Application Scenarios
Processed Workpiece: Sliding Bearings
Inspection Results:
The cladding layer of the processed workpiece was machined by turning and evaluated according to the ISO 4386-3:2018(E) nondestructive penetration inspection standard. The results confirm that the surface quality of the LDED coating meets the Grade A acceptance standard, indicating excellent surface uniformity and defect-free metallurgical bonding.

Metallographic Testing:
The hardness distribution of the LDED tin bronze coating remains uniform along the depth direction, while the heat-affected zone (HAZ) in the substrate is minimal, typically within 200 μm, demonstrating superior thermal control and coating integrity.

Bonding Strength Testing:
- Substrate Material: 45# Steel
- Process: LDED Tin Bronze Coating Preparation
- Test Standard: ISO 4386-2 (International Standard for Bonding Strength)
- Test Results: The bonding strength (Rch) between the copper alloy coating and the steel substrate is consistently greater than 300 MPa, confirming strong metallurgical adhesion and excellent load-bearing capacity for long-term sliding bearing applications.


Other Application Scenarios:








Conclusion: Empowering the Future of Sustainable Manufacturing
Under the guidance of the “dual-carbon” (carbon peak and carbon neutrality) goals driving the global energy revolution, the wind power industry is undertaking the historic mission of building a new, sustainable energy system.
For more than a decade, Huirui-Laser has been deeply committed to advancing laser additive manufacturing technologies. Through its breakthrough tin bronze laser cladding process, the company has successfully overcome the critical bottleneck in high-end sliding bearing production, ushering in a new era of full-lifecycle value enhancement for wind power equipment.
Looking ahead, Huirui-Laser will continue to uphold its mission — to deliver professional, high-quality products and services that meet customers’ evolving demands for advanced manufacturing technologies. The company will intensify R&D investment, focusing on material systems for extreme working conditions and intelligent process iteration.
By building a comprehensive “life-extension solutions matrix” that spans land, sea, and air applications, Huirui-Laser aims to extend the precision, controllability, and low-carbon efficiency of its laser cladding technology to a wider range of critical component manufacturing fields.
With this vision, Huirui-Laser is accelerating the high-end equipment manufacturing industry toward a sustainable future defined by zero defects, zero waste, and zero failure.
James Liu
James Liu – Chief Engineer, DED Laser Metal Additive Manufacturing Mr. James Liu is a preeminent expert and technical leader in the field of Directed Energy Deposition (DED) laser metal additive manufacturing (AM). He specializes in researching the interaction mechanisms between high-energy lasers and metal materials and is dedicated to advancing the industrialization of this technology for high-end manufacturing applications. As a core inventor, Mr. Liu has been granted numerous pivotal national invention patents. These patents cover critical aspects of DED technology, including laser head design, powder feeding processes, melt pool monitoring, and build path planning. He is deeply responsible…

{kind=link}
{kind=link}
{kind=link}