Huirui-Laser Launches Ultra-Wide Laser Quenching Head|High-Efficiency, Stable, and Precise Hardening Solutions
Reinventing Laser Surface Hardening for Large-Area Applications
In conventional laser quenching processes, when the surface area of a workpiece exceeds the laser spot size or requires large-area hardening, manufacturers typically rely on multi-track scanning.
However, this approach introduces a critical issue — overlapping heat zones between adjacent hardening tracks. During processing, the previously hardened zone is partially reheated by the next laser pass, which can transform martensite into tempered martensite, reducing surface hardness and overall performance.
As modern industrial manufacturing increasingly demands higher surface hardness and wear resistance, this “soft-band” phenomenon in multi-track laser hardening has become a major limitation.
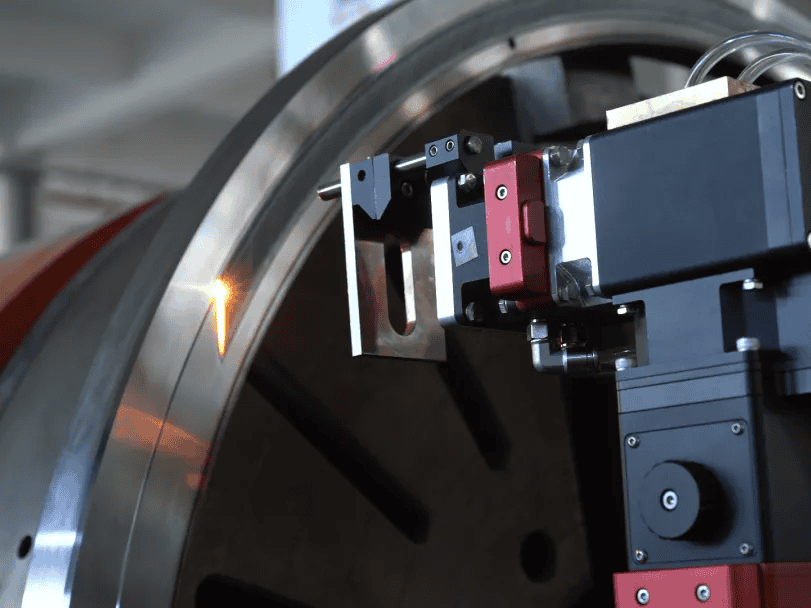
To overcome this technical challenge, Huirui-Laser has developed an ultra-wide laser quenching head, based on extensive research and deep process insight. This innovative design significantly enhances processing efficiency while effectively eliminating the soft-band overlap issue.
The single-track width of the ultra-wide laser quenching head reaches 60×2 mm, covering nearly all industrial hardening applications. Moreover, its multi-interface modular design allows flexible integration with various fiber and diode lasers, ensuring superior adaptability and reliability. Today, this technology is widely applied in construction machinery, petrochemical equipment, and rail transit components.

Advantages of Ultra-Wide Laser Quenching
- High-Efficiency Coverage
With a single-track width far exceeding conventional laser spots, the ultra-wide design can cover large hardening areas in one pass, reducing the need for multiple scans and significantly improving processing efficiency. - Soft-Band Reduction
By minimizing overlap between adjacent tracks, secondary heating is prevented. This helps maintain the martensitic structure, eliminating soft-band zones and improving overall surface hardness and uniformity. - Broad Applicability
Compatible with various laser systems and quenching processes, the ultra-wide head suits multiple industries and complex workpiece geometries. - Enhanced Workpiece Performance
Reduced re-heating preserves hardness and wear resistance, extending component lifespan and ensuring long-term reliability.


Key Product Features
- Modular Optical Design
Built on a laser-grade modular optical system, it supports single-bend or double-bend configurations to meet diverse processing needs. - High-Power Compatibility
Supports up to 12 kW fiber or diode lasers, making it suitable for demanding, high-power industrial applications. - Adjustable Spot Size
Configurable with multiple modules to achieve different spot dimensions — including 10×2 mm, 16×2.5 mm, 20×2 mm, 30×2 mm, and 60×2 mm — for various operational requirements. - Fully Sealed Structure
The quenching head adopts a fully enclosed design with an integrated water-cooling circuit, ensuring operational stability and extended service life. - Easy Maintenance
Equipped with a plug-in protective lens, enabling quick replacement and reducing downtime for maximum production efficiency.

| Parameter | Specification |
|---|---|
| Product Name | Ultra-Wide Spot Laser Quenching Head |
| Optical Path Structure | Single Bend / Double Bend |
| Product Model | D52WL / D52ZL |
| Lens Configuration | Double Copper Mirrors |
| Light/Powder Coaxial Adjustment | X-Y-Z direction precisely adjustable |
| Applicable Wavelength | 900-1100 nm |
| Collimation Distance | 100 mm, 150 mm |
| Maximum Applicable Power | 1200 W |
| Focal Distance | 300 mm, 400 mm |
| Fiber Interface | QBH / LLK-D / QD / LOE |
| Overall Weight | 7.5 kg |
| Rectangular Spot Output Size | 10×2 mm, 16×2.5 mm, 20×2 mm, 30×2 mm, 60×2 mm |
Application Case
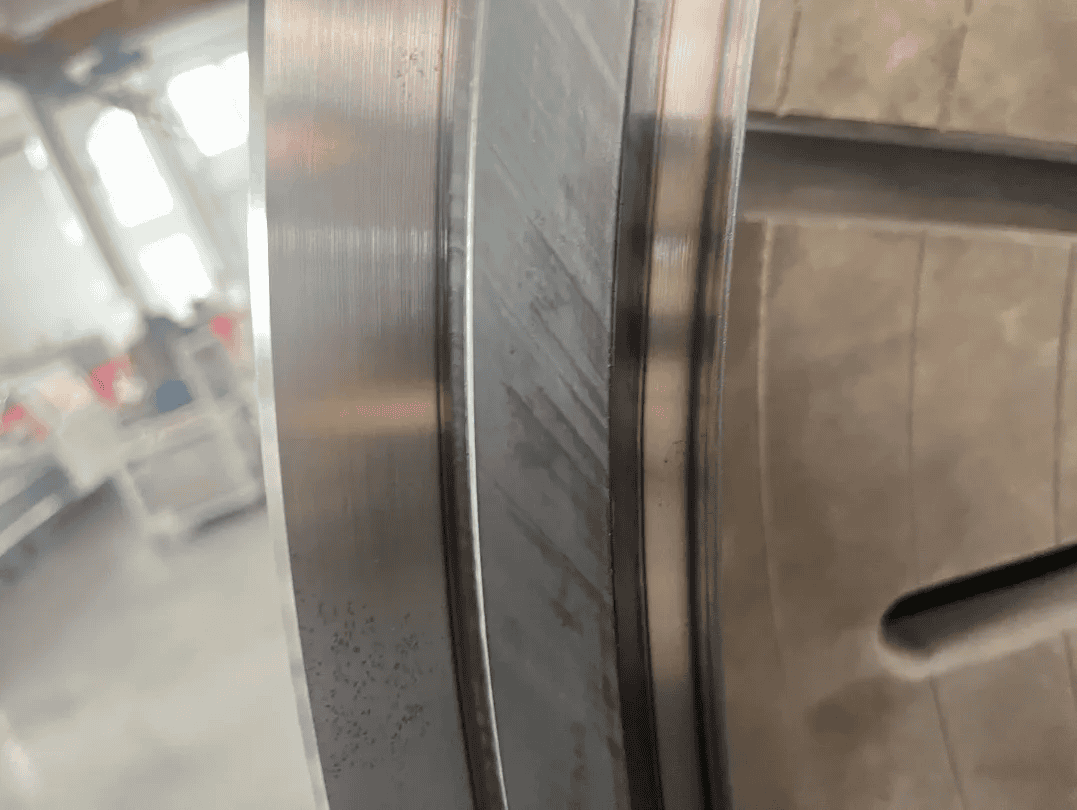
Workpiece: Gear Ring
Process: Laser Quenching on 40Cr Base Material
During the hardening process, the energy distribution of the laser spot remained perfectly uniform, with no uneven energy density or surface burning. The post-quenching surface exhibited a smooth and flawless finish, confirming the stability and reliability of the process for 40Cr materials and ensuring consistent, high-quality results.


Hardness Test Results
Analysis of the hardness and depth values at multiple positions revealed consistent measurements, demonstrating the exceptional stability and uniformity of the ultra-wide laser quenching head. Compared with similar products on the market, Huirui-Laser’s design delivers superior performance, reliability, and repeatability across the entire treated surface.

Take three measuring points on the workpiece and perform microhardness testing from left to right. The specific values are as follows:
Left Side Measurement Point Hardness Values
| Nbr | Hardness | Method | X – Position (mm) | Y – Position (mm) | Date |
|---|---|---|---|---|---|
| 1 | 622 | HV 0.5 | 0.20 | 0.00 | 2024/9/19 |
| 2 | 648 | HV 0.5 | 0.40 | 0.00 | 2024/9/19 |
| 3 | 710 | HV 0.5 | 0.60 | 0.00 | 2024/9/19 |
| 4 | 589 | HV 0.5 | 0.80 | 0.00 | 2024/9/19 |
| 5 | 303 | HV 0.5 | 1.00 | 0.00 | 2024/9/19 |
| 6 | 308 | HV 0.5 | 1.20 | 0.00 | 2024/9/19 |
| 7 | 322 | HV 0.5 | 1.40 | 0.00 | 2024/9/19 |
CHD 400 HV 0.5 = 0.932 mm
Central Measurement Point Hardness Values
| Nbr | Hardness | Method | X – Position (mm) | Y – Position (mm) | Date |
|---|---|---|---|---|---|
| 1 | 636 | HV 0.5 | 0.20 | 0.00 | 2024/9/19 |
| 2 | 615 | HV 0.5 | 0.40 | 0.00 | 2024/9/19 |
| 3 | 626 | HV 0.5 | 0.60 | 0.00 | 2024/9/19 |
| 4 | 591 | HV 0.5 | 0.80 | 0.00 | 2024/9/19 |
| 5 | 305 | HV 0.5 | 1.00 | 0.00 | 2024/9/19 |
| 6 | 298 | HV 0.5 | 1.20 | 0.00 | 2024/9/19 |
| 7 | 299 | HV 0.5 | 1.40 | 0.00 | 2024/9/19 |
CHD 400 HV 0.5 = 0.934 mm
Right Side Measurement Point Hardness Values
| Nbr | Hardness | Method | X – Position (mm) | Y – Position (mm) | Date |
|---|---|---|---|---|---|
| 1 | 639 | HV 0.5 | 0.20 | 0.00 | 2024/9/19 |
| 2 | 639 | HV 0.5 | 0.40 | 0.00 | 2024/9/19 |
| 3 | 630 | HV 0.5 | 0.60 | 0.00 | 2024/9/19 |
| 4 | 570 | HV 0.5 | 0.80 | 0.00 | 2024/9/19 |
| 5 | 299 | HV 0.5 | 1.00 | 0.00 | 2024/9/19 |
| 6 | 312 | HV 0.5 | 1.20 | 0.00 | 2024/9/19 |
| 7 | 306 | HV 0.5 | 1.40 | 0.00 | 2024/9/19 |
CHD 400 HV 0.5 = 0.925 mm

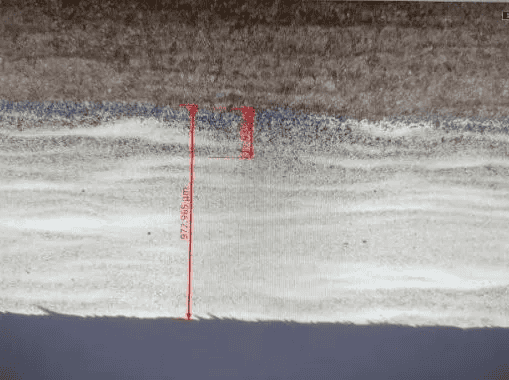
Metallographic Examination
Microscopic analysis showed a uniform and compact martensitic structure within the hardened layer, further confirming the even energy distribution and high precision of the laser irradiation.


Driving Innovation in Surface Engineering
As a leading provider of metal surface strengthening and modification technologies, Huirui-Laser continues to drive industry innovation by addressing critical technical bottlenecks.
The newly launched ultra-wide laser quenching head, featuring a 60×2 mm single-track width, not only boosts processing efficiency but also effectively resolves soft-band issues caused by multi-track overlap.
With its uniform hardness, consistent depth, and refined metallographic structure, the technology solidifies Huirui-Laser’s leadership in the field of laser hardening and surface treatment.
Looking Ahead: Advancing Precision Manufacturing
Moving forward, Huirui-Laser will continue to push technological boundaries — delivering more efficient, more stable, and more precise laser metal surface treatment solutions.
Through constant innovation, the company remains committed to empowering global manufacturers, accelerating industrial upgrading, and fueling the evolution of intelligent manufacturing.
James Liu
James Liu – Chief Engineer, DED Laser Metal Additive Manufacturing Mr. James Liu is a preeminent expert and technical leader in the field of Directed Energy Deposition (DED) laser metal additive manufacturing (AM). He specializes in researching the interaction mechanisms between high-energy lasers and metal materials and is dedicated to advancing the industrialization of this technology for high-end manufacturing applications. As a core inventor, Mr. Liu has been granted numerous pivotal national invention patents. These patents cover critical aspects of DED technology, including laser head design, powder feeding processes, melt pool monitoring, and build path planning. He is deeply responsible…

{kind=link}
{kind=link}
{kind=link}