As an advanced material surface modification technology, laser cladding technology has the advantages of high processing efficiency, low coating dilution rate, high bonding strength with the substrate, high degree of automation, and environmental friendliness. Among various cladding materials, iron-based alloys are closest to steel materials in composition and have relatively low costs. In recent years, they have been widely used in the field of surface strengthening and remanufacturing of equipment parts. Combining the latest relevant research results at home and abroad, the research progress of laser cladding iron-based alloy coatings was reviewed from the aspects of material system, process parameters, and external field auxiliary technology. The selection basis of cladding materials and the characteristics and applications of various materials such as iron-based self-fluxing alloy powder, stainless steel powder, iron-based amorphous alloy powder, and iron-based composite powder were summarized. The influence mechanism of process parameters such as laser power, scanning speed, spot diameter, and powder feeding rate on the forming quality, microstructure, and performance of iron-based coatings was systematically discussed, and the application of process parameter optimization in the preparation of high-quality cladding layers was introduced. At the same time, the application of external field assisted technologies such as ultrasonic vibration, electromagnetic field, and temperature field in laser cladding iron-based alloy coatings is discussed, and the mechanism of the effect of external energy field on the molten pool and solidified structure during laser cladding is explained. Finally, the future development direction of laser cladding iron-based alloy coatings is prospected.
Laser cladding is an advanced surface modification and repair technology. It uses a high-energy-density laser beam as a heat source to quickly melt and solidify the cladding material and the substrate material to form a strengthening layer with wear resistance and corrosion resistance on the substrate surface [1-2]. Compared with other surface modification technologies, laser cladding has a series of advantages such as fast deposition rate, low substrate dilution rate, good metallurgical bonding between coating and substrate, high degree of automation, environmental friendliness, and applicability to various workpiece shapes. Therefore, it is widely used in the surface strengthening and repair and remanufacturing of equipment parts in the fields of mechanical processing, transportation, petrochemicals, etc. [3-7]. The performance of the coating prepared by laser cladding is directly related to the cladding material. The commonly used metal material systems are mainly iron-based alloys, nickel-based alloys, and cobalt-based alloys. Among them, iron-based alloys are closest to steel used for machine parts in terms of composition. The coating has good compatibility with the substrate and higher bonding strength. Compared with nickel-based and cobalt-based alloys, iron-based alloys are relatively low in cost [8]. Therefore, in recent years, laser cladding iron-based alloy coatings have received increasing attention in scientific research and engineering applications.
This paper reviews the latest research results of laser cladding iron-based alloy coatings at home and abroad from the aspects of material system, process parameters, and external field auxiliary technology. It summarizes the characteristics of different types of iron-based alloys and their applications in laser cladding, discusses the influence mechanism of laser cladding process parameters on the forming quality and microstructure of iron-based coatings, and explains the mechanism of the effect of external energy field on the molten pool and solidified structure during laser cladding. Finally, the development direction of the next stage of laser cladding iron-based alloy coating research is prospected.
1 Material system of laser cladding iron-based alloy coatings
The cladding material plays a decisive role in the performance of the coating. When selecting cladding materials, the compatibility, wettability, chemical composition and physical property differences between the cladding material and the base material should be fully considered based on the working conditions and performance requirements [9]. According to the composition of the cladding material, the commonly used iron-based alloy coating material system currently includes iron-based self-fluxing alloy powder, stainless steel powder, iron-based amorphous alloy powder, iron-based composite powder, etc. [10].
1.1 Iron-based self-fluxing alloy powder
Iron-based self-fluxing alloy powder is low-cost and widely available. Its chemical composition is similar to that of carbon steel, cast iron and other steels for machine parts. It is often used for surface repair or strengthening of parts [11]. Its composition design is based on stainless steel and high-chromium cast iron, on which elements such as Si and B are added. Elements such as Fe, Cr, and W in the alloy can combine with C to form carbide hard phases; Ni can improve the toughness of the cladding layer and reduce its cracking tendency; Si and B preferentially combine with oxygen during the cladding process to form glassy oxides on the surface of the molten pool, preventing the oxidation of the liquid metal below, and also improving the wettability between the molten pool and the substrate. Wang et al. [12] used commercial Fe901 self-fluxing alloy powder as raw material to laser clad FeCrBSi coating on the surface of 316 stainless steel. The coating is mainly composed of martensitic matrix, (Fe, Cr)7C3 and CrFeB hard phases. As shown in Figure 1, equiaxed dendrites, reticular dendrites, columnar dendrites, cellular crystals and planar crystals are distributed from the top of the cladding layer to the bonding area. Composition segregation occurs in the dendrite structure, and Cr and B elements are mainly distributed in the interdendritic region. The FeCrBSi coating exhibits high corrosion resistance in molten aluminum at 1 073 K. Li et al. [8] added different proportions of ferroboron powder to Fe901 alloy powder and studied the effect of boron content on the microstructure and wear resistance of laser cladding iron-based coatings. The results showed that the boron content in the coating had a significant effect on the morphology and quantity of the boride precipitated phase. When the boron mass fraction increased from 1.6% to 6.0%, the proportion of the boride phase in the coating structure gradually increased, and the morphology experienced a transformation from mesh → cluster → strip → block. Adding boron can effectively improve the microhardness and wear resistance of the iron-based coating, and the higher the boron content in the coating, the more obvious the effect. The study analyzed the microstructure, phase, hardness and friction and wear properties of the cladding layer, explored the strengthening and wear mechanism of the material, and provided a theoretical and data basis for the promotion and application of laser cladding iron-based wear-resistant coatings. Peng et al. [13] used iron-based self-fluxing alloy powder as raw material and deposited a wear-resistant iron-based coating on the surface of bainitic steel using high-speed laser cladding technology. Studies have shown that the faster the laser scanning speed, the faster the molten pool cools, and the more uneven the distribution of elements between dendrites. By comparing the friction coefficient, wear volume and wear morphology, it is found that the wear resistance of the coating increases with the increase of scanning speed, which is mainly related to the refinement of the coating structure and the increase of eutectic content. However, it has not yet been clarified that the interdendritic structure rich in Cr, Mo and B undergoes structural segregation during the solidification process of iron-based alloys.
1.2 Stainless steel powder
According to the organizational state, stainless steel coatings can be divided into austenitic stainless steel coatings, martensitic stainless steel coatings, ferritic stainless steel coatings, duplex stainless steel coatings, etc. Applying laser cladding technology to the preparation of stainless steel coatings can improve the surface properties of the substrate [14-15]. At present, research on laser cladding stainless steel coatings mainly focuses on austenitic stainless steel and martensitic stainless steel [16].
1.2.1 Austenitic stainless steel
Austenitic stainless steel has good plasticity and weldability, and has good corrosion resistance in a variety of media [17]. Mahmond et al. [15] laser clad 316L stainless steel coating on the surface of low carbon steel substrate and discussed the effect of laser power on the microstructure and bonding quality of the coating. At higher laser powers (2.4 kW and 2.8 kW), the 316L stainless steel coating was well bonded to the substrate without any macroscopic defects, and the structure was mainly parallel columnar dendrites; when the power was 2.0 kW, some crack defects appeared in the coating, and the structure was cellular dendrites with irregular directions. He et al. [18] also used laser cladding technology to prepare 316L stainless steel coating, and compared the friction and corrosion wear properties of the coating before and after solution treatment. The results show that solution treatment can effectively improve the wear resistance and corrosion wear resistance of the coating. In addition, the corrosive medium can accelerate the wear behavior of the coating. The typical failure mechanism of corrosion wear of 316L stainless steel coating is abrasive wear and plastic deformation. Sun Yunsen et al. [17] analyzed the microstructure of 304 stainless steel laser cladding layer and found that the cladding layer is composed of γ matrix phase and σ precipitation phase. The matrix phase is a fine and dense dendritic structure, and the σ phase is mainly composed of Fe and Cr elements with nearly equiatomic ratios. The latter is distributed in the dendrite gap in the form of long strips, meshes or particles.
1.2.2 Martensitic stainless steel
Martensitic stainless steel has high hardness and excellent wear resistance and is often used for surface strengthening of wear-resistant parts [19-20]. For example, in order to improve the surface performance of large wind turbine bearing raceways, Feng Yulei et al. [5] laser clad a boron-controlled 4Cr13 martensitic stainless steel coating on the surface of its simulated part. The laser cladding process is shown in Figure 2. By preheating the substrate and slow cooling after cladding, a high-hardness coating with a thickness greater than 3 mm and no cracks can be prepared. The coating is mainly composed of a martensitic matrix, a small amount of residual austenite and intergranular M2B and M23C6 reinforcing phases. Compared with the 42CrMo matrix, the wear resistance and corrosion resistance of the martensitic stainless steel coating are significantly improved. The technology used in this experiment has broad application prospects in the field of wind power generation, but the test temperature range is large and needs to be operated between 200 and 1500 °C.
1.2.3 Ferritic stainless steel
Ferritic stainless steel has a high Cr content, good oxidation resistance, small thermal expansion coefficient, and exhibits excellent corrosion resistance in chlorine-containing media. Li et al. [21] used a combination of laser cladding and laser remelting to deposit UNS S44700 super ferritic stainless steel on the surface of low carbon steel. The cladding layer consists of an inner non-remelted zone and an outer remelted zone. The remelted zone is composed of fine columnar dendrite ferrite. The remelting treatment can alleviate the inhomogeneity of the structure. The ferritic stainless steel cladding layer exhibits excellent passivation and pitting resistance in 0.5 mol/L NaCl, 1 mol/L FeCl3 and 0.6 mol/L HCl solutions.
1.2.4 Duplex stainless steel
Duplex stainless steel has the advantages of both ferritic and austenitic stainless steels, with high yield strength and excellent resistance to pitting, stress corrosion and corrosion fatigue. Ji Dongsheng [22] prepared Nb-alloyed duplex stainless steel coatings using laser cladding technology and studied the effect of Nb content on the microstructure, mechanical properties and corrosion resistance of the cladding layer. With the increase of Nb content in the coating, the content of ferrite in the coating microstructure increases, and the homogenization and refinement of the microstructure are improved. The addition of Nb element can effectively improve the corrosion resistance of the coating. When the Nb addition amount is 1.5%, the corrosion resistance of the duplex stainless steel coating is the best. Liu et al. [23] used laser cladding technology to prepare a single-pass 2205 duplex stainless steel coating on the surface of Q235 steel, and discussed the effect of laser power on the coating morphology, microstructure, hardness and corrosion resistance. The experimental results show that as the laser power increases from 1.7 kW to 2.7 kW, the width of the cladding layer, the depth of the molten pool and the dilution rate gradually increase. When the laser power is 2.3 kW, the coating has a uniform and fine microstructure, the highest microhardness and the best corrosion resistance. Its corrosion potential is ‒0.146 V and the corrosion current density is only 0.13μA/cm2.
From the above analysis, it can be seen that stainless steel has good corrosion resistance, high hardness and high toughness. It can be used as a laser cladding coating material to improve the corrosion resistance, wear resistance and fatigue resistance of the substrate. However, the mutual diffusion of elements in the bonding area between the stainless steel coating and the medium-high carbon steel substrate can easily lead to carbon embrittlement at the interface, and there are few related studies at present. In the future, further research should be carried out around the fine structure, element distribution and mechanical properties of the bonding area between the stainless steel cladding layer and the substrate to achieve the strengthening and toughening control of the interface.
1.3 Amorphous alloy powder
Fe-based amorphous alloys have high strength, high hardness and excellent wear and corrosion resistance, and their cost is relatively low. They have become a hot topic in the field of amorphous research [24-25]. The application of the fast cooling rate of laser cladding to the preparation of iron-based amorphous is conducive to retaining its amorphous structural characteristics and properties. At the same time, the coating form can also solve the room temperature brittleness and size limitation of amorphous alloys to a certain extent. Li et al. [25] used laser cladding technology to prepare FeCrMoBSi amorphous composite coatings and discussed the effect of Cr content on the amorphous formation ability and mechanical properties of the coatings. The study showed that the coating is mainly composed of iron-based solid solution, amorphous phase and a small amount of intermetallic compounds; the appropriate content of Cr element can effectively inhibit the formation of intermetallic compounds and reduce the oriented growth trend of dendrites. With the increase of Cr content, the microstructure of the coating gradually changes from equiaxed dendrite to a mixed structure of amorphous phase and crystalline phase; when the iron-chromium ratio is 0.33, the coating shows the best amorphous formation ability. The amorphous phase with high hardness and elastic modulus can significantly improve the wear resistance of the coating. With the increase of the amorphous phase content in the coating, the wear mechanism of the coating gradually changes from severe spalling wear and oxidation wear to slight abrasive wear. Li et al. [26] used high-speed laser cladding technology to deposit Fe-Co-B-Si-Nb amorphous coating on the surface of 45 medium carbon steel at different scanning speeds. The results show that with the increase of scanning speed, the surface roughness, residual tensile stress and thermal expansion coefficient of the coating all decrease, while the cooling rate increases continuously; when the scanning speed increases to 80.38 m/min, the cooling rate of the top of the coating can reach 1.08×105/s ℃, which greatly improves the formation ability of the amorphous phase. With the increase of the volume fraction of the amorphous phase in the coating structure, the hardness and wear resistance of the coating are improved. However, it should be pointed out that it is generally difficult to obtain a completely amorphous coating by laser cladding, and the amorphous content in the amorphous coating structure is relatively low [2].

1.4 Iron-based composite powder
Iron-based composite coatings are obtained by adding a reinforcement phase mainly composed of hard ceramic particles to iron-based alloy powders. By laser cladding the composite powders, an iron-based composite coating with special properties can be obtained on the substrate surface [27-29]. At the same time, the reinforcement phase can be generated in situ in the iron-based coating through chemical reactions between the raw materials [30-31]. The composite coating can give full play to the respective characteristics of the iron-based alloy substrate and the reinforcement phase, and has higher strength, hardness, better wear resistance and corrosion resistance than pure metal coatings. In addition, by adjusting the type, content, particle size and other factors of the reinforcement phase in the composite powder, the structure and properties of the composite coating can be regulated. Table 1 summarizes the reports on laser cladding iron-based composite coatings at home and abroad.
WC has the advantages of high melting point, high hardness, low thermal expansion coefficient, and good wettability with iron-based materials. Therefore, WC particles are commonly used hard reinforcement phases in iron-based cladding layers [9]. Li et al. [39] used laser cladding technology to prepare iron-based composite coatings reinforced with WC particles of different particle sizes on the surface of 16Mn steel, and analyzed in detail the effect of WC particle size on the structure and performance of the composite coating. By comparing the phase composition, microstructure, microhardness and wear resistance of four iron-based cladding layers (no WC, small-sized WC, mixed-sized WC and large-sized WC), it was found that the WC size had little effect on the phase composition of the composite coating, but had a significant effect on its microstructure. Small-sized WC has a positive effect on the homogenization and refinement of the coating structure, and the strengthening effect of small-sized WC on the coating is much greater than that of large-sized WC [34]. They also used Fe60 alloy powder and WC particles with different ratios as raw materials to laser clad in-situ synthesized (Cr, W)23C6-WC ceramic reinforced iron-based composite coating on the surface of 16Mn steel, and discussed the effect of WC addition on the structure and wear resistance of the composite coating. Studies have shown that the composite coating with 20% (mass fraction) WC has the best microhardness and wear resistance, which is mainly attributed to the continuous network (Cr, W)23C6-WC composite ceramic phase distributed in its structure. When the WC mass fraction increases to 30%, the coating cracks due to the agglomeration of the reinforcement phase and the increase of internal stress.
Strong carbide-forming elements such as Ti, Nb, and V are also often added to iron-based alloy powders to directly generate carbide reinforcement phases in the cladding layer by in-situ reaction [40-42]. For example, Zhang et al. [43] used laser cladding to in-situ synthesize MC (M: Ti, Nb) carbide-reinforced 316L coatings. The study found that with the increase of carbide content, the size and morphology of the in-situ generated (Ti, Nb)C particles changed; when the mass fraction of carbides increased from 2.5% to 15%, the morphology of the in-situ generated (Ti, Nb)C evolved from irregular geometric particles to spherical particles and then to balanced octahedral structures, which showed a lower friction coefficient and wear volume loss. Wang et al. [44] used laser cladding technology to prepare V8C7 reinforced iron-based composite coating on the surface of 35CrMo steel and studied the phase composition, microhardness and wear resistance of the coating. The results showed that the coating was mainly composed of V8C7, α-Fe, Cr7C3, Mo2C and Fe3C; under the combined effect of the second phase, solid solution and fine grain strengthening, the microhardness of the coating was 4 times that of the substrate, and the wear weight loss was only 1/26 of that of the substrate. The V8C7 particles generated in situ in the substrate significantly improved the wear resistance of the coating. The above experiment studied the formation law of carbide reinforcement phase in iron-based composite coatings, and established the close relationship between the microstructure and content of the reinforcement phase and the tribological properties of the coating, which provided relevant basis for the application of in-situ synthesized carbide-reinforced iron-based composite coatings.
Rare earth elements have excellent physical and chemical properties due to their unique atomic structure and excellent chemical affinity. Adding an appropriate amount of rare earth elements to the cladding material can refine the grains and improve the uniformity of the structure [45]. Wang et al. [38] used laser cladding technology to prepare Fe78.5Cr15.6Ni4.0Si0.7 iron-based composite coatings with different La2O3 addition amounts (mass fraction of 0%, 1%, and 2%) on the surface of 45 steel. The study found that the addition of La2O3 can play a role in refining the grains. When the addition amount is 1%, the coarse columnar grains in the structure can be completely eliminated; however, when the La2O3 addition amount increases to 2%, its grain refining effect weakens. The fine grain strengthening and dispersion strengthening effects of La2O3 can improve the hardness and wear resistance of the coating, and its optimal addition amount is 1%. As shown in Figure 3, when the crack propagates to the interface between La2O3 and the substrate, the fracture stress between the two must be overcome. Therefore, La2O3 as a strengthening phase can effectively inhibit the expansion of the crack, thereby improving the wear resistance of the coating.
It is worth noting that the existence form and distribution law of the reinforcing phase in the iron-based composite coating directly affect the forming quality and performance of the coating. In subsequent studies, the preparation and performance regulation of high-quality composite coatings can be achieved by changing the composition of the iron-based alloy matrix and the type, addition form, and size of the reinforcing phase material.
2 Effect of process parameters on the organization and performance of iron-based cladding layer
After the cladding material is determined, the process parameters in the laser cladding process play a key role in the deposition rate, forming quality, phase composition, microstructure and comprehensive performance of the cladding layer[46-48]. The process parameters mainly include laser power, scanning speed, spot diameter, powder feeding rate, defocusing amount, overlap rate, scanning path, carrier gas flow rate, etc.
2.1 Laser power
Laser power is a key parameter that determines the heat input during the cladding process and has a significant impact on the forming quality and performance of the cladding layer [49]. Too low laser power will result in a low molten pool temperature, which will not reach the melting point of the substrate material and cannot melt its surface. Therefore, the bonding strength between the cladding layer and the substrate will be reduced, and it may even be difficult to form a metallurgical bond. Too high laser power will cause the cladding material to over-melt or even vaporize, resulting in a certain amount of waste; at the same time, too much melting of the substrate will lead to excessive dilution of the cladding layer, and the composition of the cladding layer will deviate from the original cladding material, thereby affecting its expected performance. Nie et al. [50] used laser cladding to prepare 17-4PH stainless steel coatings and studied the effects of different laser powers (2.0, 2.2, and 2.4 kW) on the coating formability, microstructure evolution, microhardness, and interface bonding strength. When the laser power is 2.2 kW, the cladding layer has an appropriate dilution rate, fine grains and sufficient interdiffusion between elements, so the best interface bonding strength can be obtained. As can be seen from Figure 4, micropores appear in the fracture morphology of sample 1 (2.0 kW) and sample 3 (2.4 kW). The micropores combined with the unmelted powder can accelerate the diffusion of cracks, so their tensile strength and yield strength are lower than that of sample 2 (2.2 kW). Li Tianshu et al. [51] prepared Fe-TiC composite coating on the surface of 304 stainless steel substrate by laser cladding technology, and discussed the effect of laser power on the geometric characteristics, structure and hardness of the cladding layer. The study found that increasing the laser power is conducive to enhancing the convection movement of the molten pool and increasing the temperature of the molten pool, which reduces the height of the cladding layer, increases the width and melting depth, and reduces the number of unmelted TiC particles in the structure.
2.2 Scanning speed
The scanning speed refers to the speed at which the laser spot moves on the substrate surface, which is directly related to the laser cladding efficiency and the existence time of the molten pool [52]. When the scanning speed is too fast, the residence time of the spot on the substrate surface is shortened, the existence time of the molten pool is short, and the cladding material cannot be completely melted, thus failing to obtain the expected cladding effect; when the scanning speed is too slow, the molten pool lasts too long, the cooling rate of the melt is reduced, and the solidification structure grows fully, which easily forms a cladding layer with a coarse structure, which has a negative impact on its performance. Wang et al. [53] studied the effect of different scanning speeds on the structure and properties of laser cladding iron-based amorphous/nanocrystalline cladding layers. The results show that the amorphous content of the iron-based coating depends on the scanning speed, which mainly affects the dilution rate and actual cooling rate of the coating by changing the heat input. With the increase of the scanning speed, the cladding layer exhibits higher hardness and better corrosion resistance, which is mainly attributed to the strengthening effects of fine grain strengthening, dispersion strengthening and amorphous phase. Wang Qiang et al. [54] prepared an iron-based TY-2 alloy coating on the surface of a 27SiMn steel substrate by high-speed laser cladding and conventional laser cladding, respectively. The phase composition, microstructure and properties of the two cladding layers were compared, and the influence mechanism of energy composition on the coating during the cladding process was discussed. By analyzing the energy parameters of the two laser cladding processes, it was proved that the total energy in the high-speed laser cladding process was lower than that in the conventional laser cladding process. Therefore, high-speed cladding under low energy can be achieved, and the prepared coating has a fine and dense structure and higher hardness.
2.3 Laser spot diameter
The influence mechanism of laser spot diameter on the cladding process is similar to that of laser power and scanning speed. It can be seen from the laser energy density calculation formula that the larger the spot diameter, the lower the laser energy density acting on the molten pool. Garcia-Herrera1 et al. [55] successfully deposited a commercial iron-based amorphous alloy with low amorphous forming ability on a 304 stainless steel substrate using laser cladding technology, and systematically discussed the effects of process parameters such as laser power, scanning speed, and spot size on the macroscopic morphology and mechanical properties of the cladding layer. The study showed that the deposition law of Fe73Cr2Si11B11C3 amorphous alloy is the same as the laser cladding principle of traditional metal materials. As shown in Figure 5, the dilution rate of the sample decreases with the increase of laser spot size and scanning speed, while the effect of laser power on the dilution rate is small. When the laser power is 1200 W, the scanning speed is 25 m/s, and the spot size is 1.94 mm, the maximum dilution rate of the cladding layer is 51.2% (C5); when the laser power is 800 W, the scanning speed is 25 m/s, and the spot size is 2.86 mm, the minimum dilution rate of the cladding layer is 6.6% (C3). Therefore, by controlling the spot size and scanning speed, the dilution rate of the amorphous alloy cladding layer can be reduced. At the same time, the energy density applied to the iron-based amorphous powder during the cladding process has a significant effect on the formation of its amorphous phase, and high energy density is conducive to the formation of the α-Fe second phase in the structure.
2.4 Powder feeding rate
The powder feeding rate has an important influence on the forming quality of the cladding layer. With the increase of the powder feeding rate, the accumulation of powder in a certain area on the surface of the substrate per unit time leads to a decrease in the transmittance of the laser beam, which reduces the energy absorbed by the substrate, shortens the cooling time of the molten pool, and accelerates the cooling rate. Therefore, the grain size of the cladding layer becomes smaller and the structure is refined; at the same time, under the condition that other process parameters remain unchanged, increasing the powder feeding rate can increase the thickness of the cladding layer. However, when the powder feeding rate is too high, the supply of laser energy will be insufficient, so that the molten pool cannot reach the melting temperature of the substrate material, resulting in the inability of the cladding layer and the substrate to form an effective metallurgical bond.
Wang Yongxia et al. [56] discussed the effect of different powder feeding rates (0.6, 0.8, 1.4 r/min) on the microstructure of laser cladding iron-based coatings. The results show that with the increase of powder feeding rate, the content of undissolved carbides in the heat affected zone of Q235 substrate increases, the proportion of coarse columnar crystals at the bottom of the cladding layer decreases, the dendrites in the middle gradually transform into equiaxed crystals, and the equiaxed crystal structure of the surface layer is refined. Cui et al. [57] found that when the laser power and scanning speed are constant, the height of the cladding layer increases linearly with the increase of powder feeding rate, the width of the cladding layer increases slightly, and the depth of the remelting layer and the h/H value decrease slightly.
2.5 Overlap rate
The overlap rate refers to the ratio of the overlap width between adjacent cladding passes to the width of a single cladding layer when performing multi-pass cladding. When the overlap rate is too small, an obvious depression will appear between adjacent cladding passes; when the overlap rate is too large, the heights of the two adjacent cladding passes are different, and the overlap area is prone to protrusion. Therefore, the overlap rate directly affects the metallurgical quality and surface flatness of the cladding layer [58-60].
Guo Shirui et al. [58] used a high-power semiconductor fiber-coupled laser to prepare a multi-pass overlapping iron-based alloy cladding layer on the surface of the gray cast iron HT250 substrate, and optimized the overlap rate with the dilution rate and surface flatness as indicators. The study showed that when the overlap rate was too large (55% and 65%), large-sized hole defects appeared at the overlap of the cladding layer; when the overlap rate gradually increased from 25% to 55%, the dilution of the cladding layer first decreased and then increased, while the surface flatness showed the opposite trend. When the overlap rate was 35%, the dilution rate was the lowest at 5.16%, the surface flatness was the highest at 0.88, and the cladding quality was the best. Lian et al. [59] systematically studied the coupling effect of overlap rate on the flatness and defect rate of laser cladding layer under four different cladding methods (as shown in Figure 6), namely, circumferential continuous overlap, circumferential symmetrical overlap, axial continuous overlap and axial symmetrical overlap, and established a mathematical prediction model of overlap rate, flatness and defect rate based on single factor experiment. The results show that under the four cladding methods, with the increase of overlap rate, the flatness of the cladding layer shows a trend of first increasing and then decreasing, while the defect rate first decreases and then increases. Through grey correlation analysis, it can be seen that the annular continuous overlap cladding with an overlap rate of 30% is the optimal method, which can produce a cladding layer with maximum surface flatness and minimum defect rate.
2.6 Process parameter optimization
It is worth noting that the actual laser cladding process is the result of the combined action of multiple process parameters. The interaction between the parameters makes the process parameters and the quality of the cladding layer have a complex nonlinear relationship [61]. In order to obtain high quality and high performance cladding layers, a large number of experiments are often required to obtain optimized process parameters [62-64].
Reddy et al. [63] conducted relevant research on the optimization of process parameters for laser cladding SHS 7170 iron-based alloy coatings. Combining the data of multiple sets of single-pass cladding tests, they established a model for the influence of three process parameters, laser power, laser moving speed and powder feeding rate, on powder deposition efficiency, dilution rate and porosity. In the process parameter window consisting of 0.4~2 kW laser power, 150~1 200 mm/min laser moving speed and 4~10 g/min powder feeding rate, with the increase of laser power and the decrease of powder feeding rate, the powder deposition efficiency and dilution rate gradually increased; the porosity of the coating was independent of the process parameters and mainly depended on the cladding material. Yu et al. [65] used the Taguchi-grey correlation method to perform multi-objective optimization of the process parameters of laser cladding Fe313 coatings. They used the Taguchi method to design 25 sets of orthogonal experiments. The process parameter variables were laser power, scanning speed and powder feeding rate, and the cladding layer width, height and dilution rate were selected as response indicators. By performing variance analysis on the contour map, surface map and signal-to-noise ratio of the response target as shown in Figure 7, the trend and degree of influence of process parameters on the geometric characteristics of the cladding layer can be obtained. Combined with the grey correlation theory, the three response indicators are converted into a single grey correlation value, and the maximum cladding layer width, minimum cladding layer height and appropriate dilution rate are optimized. Based on Taguchi-grey correlation analysis, the study realized the optimization of multiple process parameters under multiple responses, determined the optimal process parameter combination, and verified the prediction of grey correlation and the improvement of response targets through experiments.
However, due to the characteristics of rapid heating and cooling of laser cladding, the existence time of the molten pool is extremely short, and the influence of various process parameters on each other during the cladding process is relatively complex. The ability to control the microstructure and performance of the coating by optimizing process parameters alone has certain limitations.
3 Application of field-assisted technology in laser cladding iron-based coatings
Reasonable cladding material design and optimization of cladding process parameters can reduce the number of defects in the coating to a certain extent, but for high-hardness iron-based coatings, it is still difficult to completely eliminate defects such as cracks in its microstructure [66]. At the same time, the rapid heating and cooling solidification characteristics of laser cladding easily lead to insufficient diffusion of elements in the molten pool, resulting in poor uniformity of the cladding layer, which ultimately affects its performance[67]. In recent years, researchers have combined external field assisted technology with laser cladding technology. By applying energy fields such as ultrasonic vibration field, electromagnetic field, and induction heating (as shown in Figure 8), the convection movement of the melt is affected, making the temperature field and solute distribution more uniform, thus playing an important role in microstructure refinement, defect elimination, and performance improvement[68-70].
3.1 Ultrasonic vibration assisted laser cladding
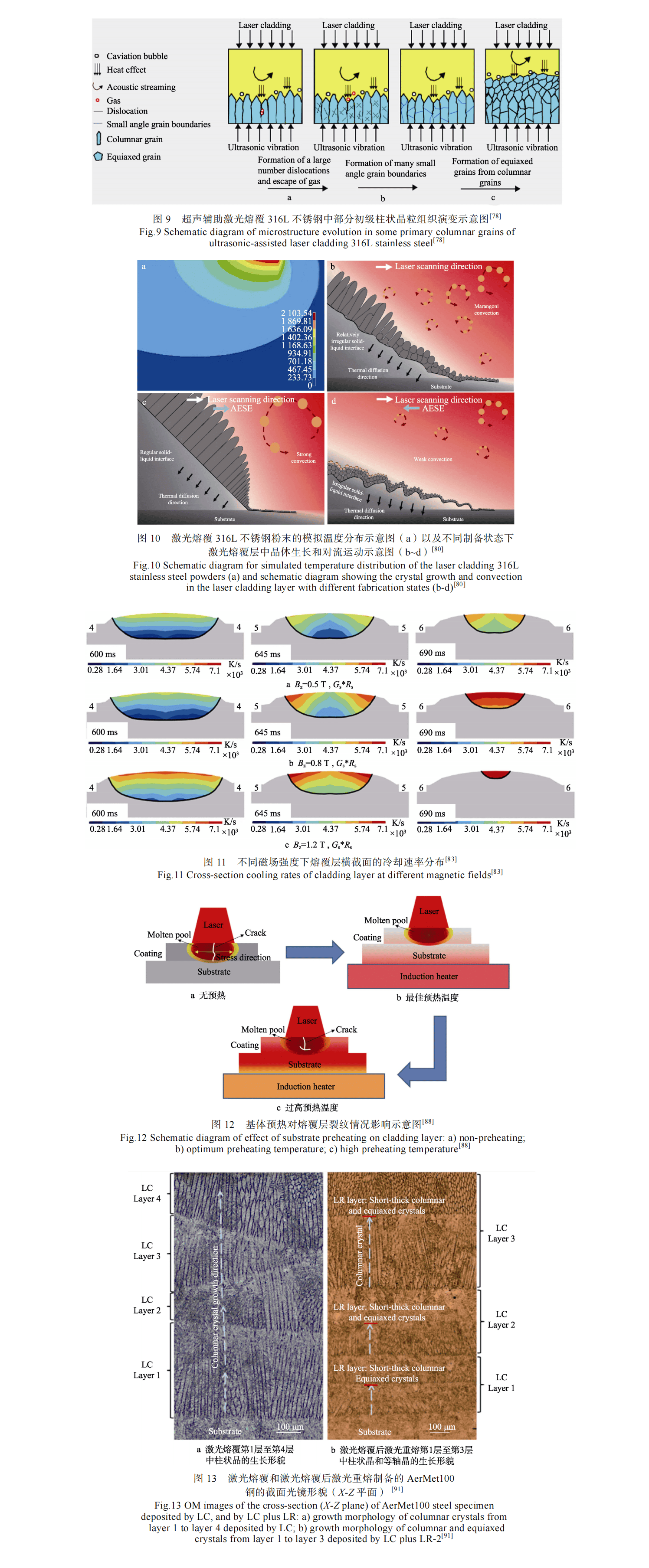
Ultrasonic vibration assisted laser cladding technology affects the solidification process of the metal melt through the cavitation effect, acoustic flow enhancement effect, and thermal effect of ultrasonic waves, thereby reducing the coarse columnar dendrites in the structure, promoting the formation of equiaxed crystals and refining the grains, while reducing solute segregation and promoting the uniform distribution of the hard phase[74-76]. Zhang et al. [77] used ultrasonic vibration assisted laser cladding technology to prepare in-situ TiB2-TiC ceramic particle reinforced iron-based composite coatings, and studied the effects of different ultrasonic vibration powers (0, 100, 200, 300, 400 W) on the dilution rate, morphology, microstructure characteristics and antioxidant properties of the composite coatings. The experimental results show that ultrasonic vibration can affect the mass transfer and heat transfer process of the molten pool through the combined effects of ultrasonic cavitation effect, fluidization effect and mechanical vibration effect, thereby improving the macroscopic morphology and microstructure of the coating. The content of ceramic reinforcement phase in the coating increases with the increase of ultrasonic vibration power, and its distribution becomes more uniform. The composite coating prepared by 300 W ultrasonic vibration assisted laser cladding process not only has good wear resistance, but also has high oxidation resistance. However, excessive ultrasonic vibration power will increase the cracking tendency of the coating. Xiao et al. [71] used ultrasonic vibration assisted laser cladding process to prepare iron-based amorphous coatings and studied the effect of ultrasonic vibration on the microstructure evolution of the coating. The results show that the introduction of ultrasonic energy increases the average width of the crystallization zone between the amorphous phase and the matrix; at the same time, under the action of the acoustic flow caused by vibration, the formed columnar crystals are broken and recrystallized into equiaxed crystals; but the top area of the coating is less affected by the ultrasonic vibration and remains amorphous, so the entire coating structure presents a 4-layer gradient structure. This gradient structure can reduce the residual stress in the coating, thereby inhibiting the initiation of cracks. Zhuang et al. [78] studied the effect of ultrasonic vibration assistance under different amplitudes on the laser cladding 316L stainless steel coating and performance. The study shows that ultrasonic vibration can effectively improve the macroscopic forming quality of the coating and make the structure uniform and refined, and can also promote the transformation of the structure from columnar crystals to equiaxed crystals. When the amplitude is 17.5 μm, the 316L stainless steel coating has the best wear resistance and corrosion resistance. At the same time, the authors also analyzed in detail the microstructure evolution process of primary columnar crystals under ultrasonic vibration. As shown in Figure 9, some of the primary columnar crystals in the microstructure experienced the process of lattice distortion → dislocation proliferation → substructure rotation → small-angle grain boundary formation → orientation accumulation → new equiaxed grain formation.
3.2 Electromagnetic field-assisted laser cladding
Electromagnetic field-assisted laser cladding technology is to change the convection motion and heat and mass transfer process of the melt through the electromagnetic force generated by the interaction between the electromagnetic field and the metal melt, thereby affecting its solidification process [79]. There are three types of electromagnetic field assistance: single magnetic field (including steady-state magnetic field, alternating magnetic field, rotating magnetic field, etc.), single electric field (including DC electric field, alternating electric field, pulsed electric field, etc.) and electromagnetic composite field. The combination forms are diverse and can achieve the regulation of the solidification structure of the cladding layer [80-82]. Huang et al. [73] used the electromagnetic field-assisted laser cladding device shown in Figure 8c to prepare a multilayer Fe901 coating on the surface of Cr12MoV. The study found that after applying the electromagnetic field, the number of defects in the coating decreased. The stirring effect of the electromagnetic field on the molten pool can break up columnar dendrites and promote the formation of fine dendrites and equiaxed crystals, while also making the temperature field distribution more uniform. From the results of the friction and wear test, it can be seen that the Fe901 coating prepared with the assistance of the electromagnetic field has better wear resistance. Ouyang et al. [80] applied the electrostatic field to the laser cladding process of 316L stainless steel coating. By comparing the microstructure, crystal orientation and mechanical properties of the coating under the conditions of no electrostatic field (NESF), electrostatic field in the same direction as the laser scanning direction (AESF), and electrostatic field in the opposite direction of the laser scanning direction (RESF), the influence mechanism of the electrostatic field on the solidification behavior and crystal growth of the coating was revealed. As shown in Figure 10, under laser cladding without electrostatic field, the higher solidification rate and convection lead to the gradual coarsening of grains, and the grains tend to grow parallel to the laser scanning direction; applying an electrostatic field opposite to the laser scanning direction can promote the diffusion and convection of elements in the molten pool, which is beneficial to the directional solidification of the laser cladding layer and the production of columnar grains; applying an electrostatic field consistent with the laser scanning direction can inhibit the diffusion and convection of elements in the molten pool, so that the cladding layer as a whole presents an orderly paste solidification and ultrafine grain structure, and can also promote the microsegregation and precipitation of fine MC carbides.
In order to study the effect of magnetic field on the element distribution and solidification characteristics during laser cladding of Fe60 alloy powder on the surface of 45 steel, Li et al. [83] established a three-dimensional magnetic field-assisted laser cladding numerical model including chemical substance transport, magnetic field, fluid flow, fluid heat transfer and dynamic network. The study shows that under the conditions of considering the geometric shape and element distribution of the cladding layer, the numerical calculation results are basically consistent with the experimental data. As shown in the simulation results in Figure 11, as the magnetic field intensity increases from 0.5 T to 1.2 T, the maximum cooling rate at the solidification interface gradually increases, which leads to a decrease in grain size. This conclusion is also confirmed by observing the microstructure of the cladding layer. Therefore, the model can predict the change trend of grain size and morphology based on the cooling rate during the solidification of the molten pool and the morphological parameters of the cladding layer. This study provides an effective method for predicting the solidification behavior and microstructure characteristics during magnetic field-assisted laser cladding. It should be pointed out that the window period for electromagnetic field regulation of melt solidification structure is narrow, and there is a strong convection phenomenon in the rapidly solidified tiny molten pool. Therefore, it is difficult to qualitatively and quantitatively analyze the interaction between electromagnetic force and melt, grasp the evolution of the organization and performance of the melt during the solidification process, and explore the residual stress change mechanism of the cladding layer. At this stage, electromagnetic field-assisted laser cladding technology is still in its infancy, and there are relatively few related experiments and theoretical studies. In-depth research on the above issues is needed in the future.
3.3 Temperature field assisted laser cladding
3.3.1 Induction heating assisted laser cladding
Induction heating assisted laser cladding is to use an induction heat source to preheat or post-heat the substrate material during the laser cladding process to achieve the purpose of reducing the cracking tendency of the coating and improving the deposition efficiency [84-85]. Zhu et al. [85] innovatively proposed an in-situ induction heating assisted laser cladding technology (Laser Cladding Assisted With In-situ Induction Heating, LC-IH) and applied it to the preparation of 18Ni300 high-performance martensitic aging steel coating on the surface of bainitic wing rails. By comparing the traditional laser cladding process and the laser cladding-in-situ induction heating process, it was found that the heat input during the subsequent preparation can play an in-situ aging heat treatment (IAHT) role on the deposited coating during the thermal cycle of multi-pass deposition, and the cumulative IAHT time corresponding to the laser cladding-in-situ induction heating process is much longer than that of the traditional laser cladding process, which is more conducive to the precipitation of nano-precipitate phase in the organization. Compared with the untreated rail, the bending strength and impact toughness of the rail treated by laser cladding-in-situ induction heating increased by 4.2% and 20.0%, respectively, and the wear resistance was also improved. LC-IH technology can prepare high-performance coatings in situ without bulk heat treatment in the furnace, so it has industrial application prospects.
3.3.2 Substrate preheating treatment
Preheating treatment is a process of heating the substrate before laser cladding, which can reduce the cooling rate of the cladding layer and thus alleviate the crack problem of the laser cladding layer [86-87]. For example, Wang et al. [88] used laser cladding to prepare Fe47Cr15Mo14Co3C15B6 iron-based amorphous coating on the surface of H13 steel. By designing different preheating temperatures, the evolution trend of cracks in the coating was systematically studied, thereby establishing the relationship between preheating parameters and microstructure and performance, providing a theoretical basis for the preparation of high-performance crack-free amorphous coatings. The results show that different preheating temperatures have a significant effect on the forming quality and internal element distribution of the cladding layer. As shown in Figure 12, the cracks in the cladding layer cannot be eliminated when the preheating temperature is too low or too high. When the preheating temperature is 250 °C, a crack-free cladding layer with the best comprehensive performance can be obtained. At the same time, with the increase of preheating temperature, the element distribution in the cladding layer tends to be uniform.
3.3.3 Laser remelting treatment
Laser remelting (LR) technology refers to the process of rapidly melting and solidifying the surface of the material by irradiation with a laser beam without adding additional materials [89]. In recent years, researchers have applied laser remelting to the post-processing of laser cladding layers or laser additive manufacturing materials to achieve the purpose of increasing the density of the cladding layer, reducing defects, eliminating residual stress, and homogenizing the microstructure [90]. Yao et al. [91] applied laser remelting to the laser cladding process of AerMet100 steel, studied the effect of laser remelting on microstructure evolution and mechanical properties, and revealed the strengthening and toughening mechanism of laser cladding and laser remelting on AerMet100 steel. As shown in Figure 13, laser remelting can effectively inhibit the epitaxial growth of columnar crystals in laser cladding deposited multilayer AerMet100 steel, thereby alleviating the anisotropy of its mechanical properties. Laser remelting can melt the tips of columnar crystals in the cladding layer into fragments and incompletely dissolve the rod-shaped carbides into smaller granular carbides. These fragments can not only block the solidification front of columnar crystals to inhibit their growth, but also nucleate and grow into equiaxed crystals at the bottom of the molten pool; at the same time, undissolved granular carbides can also act as non-uniform nucleation centers in the molten pool to promote the formation of equiaxed crystals. Laser remelting can provide a thermal environment similar to that of laser additive manufacturing. Therefore, the relevant research results can provide a certain experimental basis for AerMet100 steel as a potential raw material for laser additive manufacturing. Xi et al. [92] studied the effects of laser remelting power and remelting times on the morphological characteristics and mechanical properties of YCF102 iron-based cladding layers. The results show that with the increase of remelting times or remelting power, the width of the cladding layer, the depth of the molten pool and the dilution rate increase, and the height of the cladding layer decreases. Compared with the untreated cladding layer, the cladding layer with a laser power of 650 W and remelted once has higher hardness and good wear resistance; further increasing the laser power or increasing the number of remelting times will lead to a decrease in hardness and a decrease in wear resistance, because the continuous accumulation of heat leads to the coarsening of the grains of the cladding layer.
3.3.4 Heat treatment process
Heat treatment is a traditional material processing process. It is to heat, keep warm and cool the material in a certain medium in different ways to change the microstructure of the material to obtain the desired properties. Subsequent heat treatment can solve the problems of composition segregation and excessive residual stress of the laser cladding layer, which has a positive effect on improving its microstructure and mechanical properties [93-94]. Zhao et al. [95] studied the effect of solution aging treatment on the microstructure and properties of laser cladding Fe-0.5C-11Cr alloy coating. The results show that solution aging treatment can effectively improve the morphology, size and quantity of dendritic carbides in Fe-0.5C-11Cr cladding layer. After heat treatment, blocky, long rod-shaped, continuous grain boundary carbides are transformed into round, discontinuous short rod-shaped carbides, which greatly improves the uniformity of the structure. At the same time, the microhardness and corrosion resistance of the cladding layer are also significantly improved. They also found that at a solution temperature of 1 050 ℃, there is a dynamic balance and critical time for the melting and growth of carbides in the structure. According to the experimental results, the critical time of solution treatment can be obtained as 20 min.
4 Outlook
From the above summary, it can be seen that at present, domestic and foreign researchers have made positive progress in the material design, process parameter optimization, and application of field-assisted technology for laser cladding iron-based alloy coatings. In the future, it is possible to consider continuing to carry out in-depth research on the following key issues:
1) Continue to improve and establish an iron-based alloy material system suitable for laser cladding, focusing on the composition design and application of general alloys with strong application and new cladding materials such as amorphous alloys and high entropy alloys. In addition, the cladding raw materials used at this stage are mainly powder materials. In the future, more attention should be paid to the application of wire and wire powder synergy in laser cladding iron-based coatings.
2) Explore new coating structure design. The design concept of gradient functional materials (FGMs) can be applied to laser cladding iron-based coatings. By regulating the composition, organization, structure, etc. of the coating, a continuous gradient change is presented along a specific direction to achieve the preparation of gradient functional coatings.
3) At present, the evaluation indicators used for process parameter optimization are mainly concentrated on the geometric size, dilution rate, number of defects, etc. of the cladding layer, but lack a systematic evaluation of various properties such as residual stress, mechanical properties, and corrosion properties of the coating. In the future, the process parameter optimization evaluation index system of laser cladding iron-based alloy coatings should be further improved, and various optimization methods and numerical simulation technologies should be combined to establish relevant theoretical models including process parameters, cladding layer forming quality and various performance factors to achieve predictability and controllability of the cladding process and results.
4) Expand the application of new laser cladding technologies and equipment such as external field-assisted laser cladding, ultra-high-speed laser cladding, and selective laser melting (Selected Laser Melting, SLM) in the preparation and performance improvement of iron-based coatings. For example, most of the current research focuses on laser cladding assisted by a single external field. In the future, we can focus on the influence mechanism of composite field coupling on the microstructure regulation of iron-based coatings.
Penny Xu
Penny Xu – General Manager, Metal Additive Manufacturing Projects Mr. Penny Xu is a seasoned General Manager and strategic expert in the metal additive manufacturing sector, playing a vital role as a bridge between technology and business. With exceptional macro-perspective and resource integration capabilities, he oversees the commercial deployment and strategic execution of metal AM projects. Mr. Xu’s core responsibility is to deeply engage with cutting-edge market trends and the technical requirements of high-end clients. He excels at pinpointing clients’ core challenges regarding performance, cost, and lead time, and translating these needs into clear and actionable technical briefs. Building on…

{kind=link}
{kind=link}