Multi-objective optimization of process parameters for robotic laser cladding based on genetic algorithm
As a kind of additive manufacturing technology, laser cladding technology has the characteristics of high cladding quality and high repair accuracy. The robot laser cladding system is a highly integrated system combining laser technology and robot technology, which is widely used in the field of equipment manufacturing. Laser cladding process parameters directly affect the cladding accuracy and cladding quality, and then affect the service life of remanufactured components. Therefore, a genetic algorithm is proposed to optimize the process parameters for multiple objectives. The experimental results show that the optimized process parameters can significantly improve the morphology and quality of the cladding layer.
The manufacturing capacity and performance of equipment components indicate the strength of national industrial competition, and engineering components will fail due to wear during service, which seriously affects the performance of equipment. According to relevant statistics, 1/3 of the world’s energy consumption comes from wear, and according to the tribology survey report released by the Chinese Academy of Engineering, my country’s annual economic losses due to wear are as high as 950 billion yuan, accounting for a total of 4.5% of GDP. The abandonment of a large number of failed components will not only cause serious waste of resources, but also
harm the ecological environment. Additive manufacturing is an emerging technology that stacks materials layer by layer to create entities, which can meet the major needs of equipment component maintenance, surface enhancement and whole-piece manufacturing. my country can carry out additive remanufacturing of scrapped parts, develop surplus value, and realize the recycling of waste resources, which is highly consistent with the national sustainable development strategy and helps build an industrial manufacturing power.
1 Laser cladding technology and robot laser cladding system
1.1 Principle and process of laser cladding technology
At present, the commonly used surface engineering technologies in remanufacturing mainly include thermal spraying, surfacing, plasma cladding and laser cladding. Compared with other surface treatment technologies, laser cladding technology has the advantages of small heat-affected area, strong bonding with the substrate, concentrated energy, good wear and corrosion resistance of the cladding layer, easy automation and environmental protection, thereby improving the overall performance and service life of the components, saving costs and improving efficiency. It is a maintenance and remanufacturing technology that the country focuses on developing.
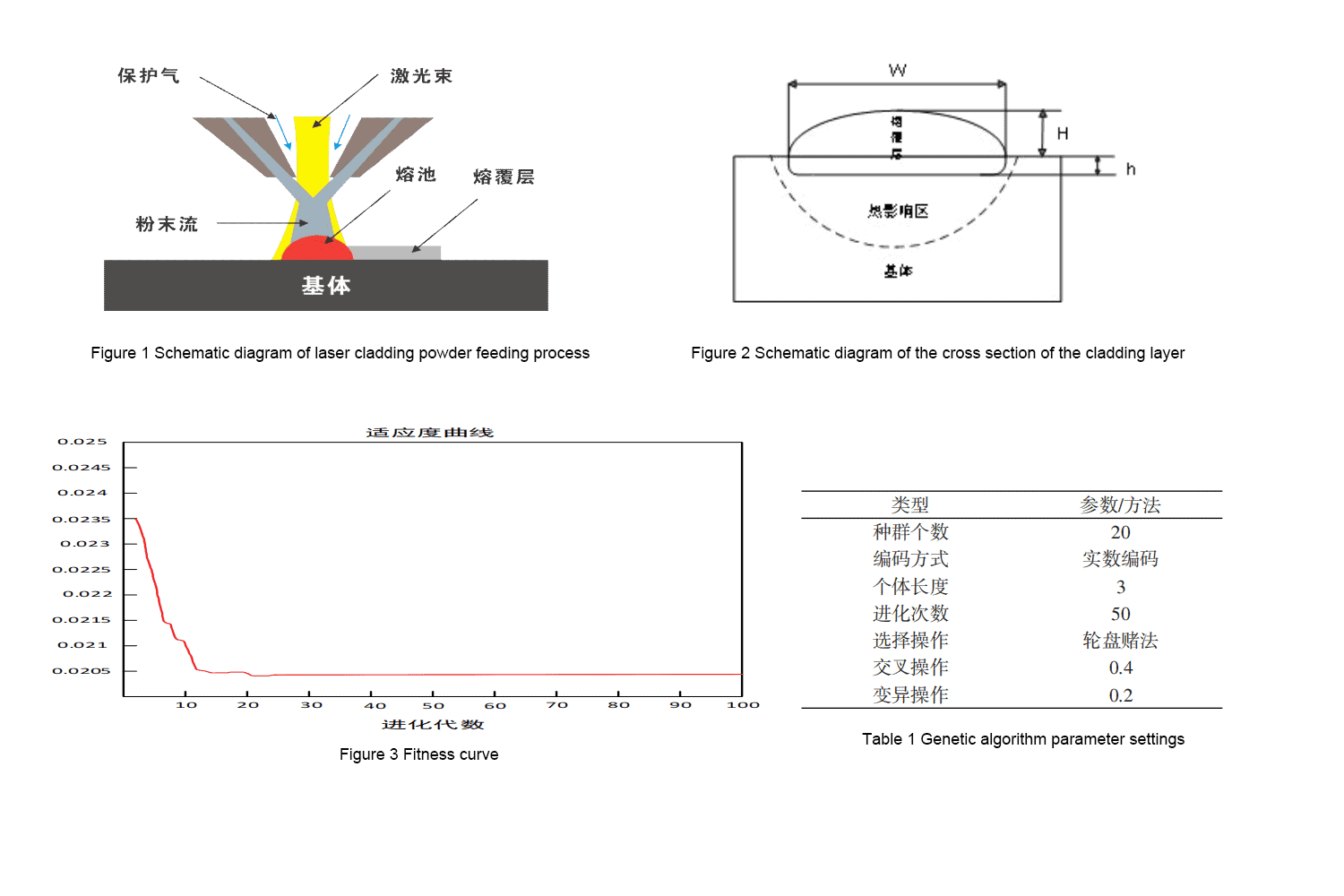
The laser cladding process is divided into two types according to the powder feeding method. One is the synchronous powder feeding method, and its process flow is that the laser and powder feeding are carried out simultaneously. The second is the pre-set powder feeding method, the process is to pre-set the powder material on the surface of the substrate, then use laser irradiation to heat it to melt it at high temperature, and then quickly cool it to form a cladding coating on the surface of the substrate. The process is shown in Figure 1.
1.2 Robotic laser cladding system
With the development of laser cladding technology and robotics technology, laser processing robots can meet the needs of rapid manufacturing and rapid repair. The robotic laser cladding system is a highly integrated system combining laser technology and robotics technology. The robotic laser cladding system consists of industrial robots, lasers, data acquisition systems, data processing systems, powder feeding systems, etc. The six-axis industrial robot is selected because it has a good degree of freedom and is suitable for cladding work with many complex trajectories or angles. Secondly, the freedom of programming methods can replace manual methods to achieve full automation and improve cladding accuracy. Finally, it is powerful and easy to operate, and can achieve precise control of the cladding path.
2 Genetic algorithm and multi-objective parameter optimization
2.1 Basic principles of genetic algorithm
Genetic algorithm is an optimization method suitable for global search formed by simulating biological genetics and evolution processes in nature. The genetic algorithm first determines the initial population, and then generates an iteration through the replication, crossover, and mutation operations in the genetics. In the process of continuous iterative evolution, the group will retain individuals with better fitness and eliminate individuals with poor fitness. After multiple iterative evolutions, the best individual is selected to solve the optimization problem.
Therefore, the genetic algorithm can be used to solve the problem of finding the optimal solution. The algorithm has a strong global search capability and is widely used in various fields. It can find the best solution in multi-objective optimization problems. Compared with traditional algorithms, the genetic algorithm is not easy to fall into the local optimal solution, and is reliable and stable.
2.2 Theoretical analysis of multi-objective optimization
Multi-objective optimization means that in the process of parameter optimization, two or more objectives need to be optimized at the same time. Multi-objective optimization problems are often ubiquitous and particularly important. When solving a problem, there are multiple objectives. If you try to change one of the objective parameters alone, you will find that other objective parameters will change accordingly, and there are conflicts between multiple objectives. Satisfy each constraint condition so that each objective can be optimal, thereby finding the optimal solution.
Here, the comprehensive weighting method will be used to transform the complex multi-objective problem into a single-objective problem, and each objective will be integrated into a single objective. Different weight ratios are set according to the importance of different sub-objectives, thereby solving the differences in dimensions and magnitudes. Its mathematical model is: (2-1)
where fi(x), (i = 1, 2⋯, n) is the sub-objective to be optimized, wi ≥ 0, (i = 1, 2⋯, n) is the weight coefficient of each optimization objective. The principle of the comprehensive weighting method is not complicated and is easier to implement. How to reasonably allocate the weight ratio of each sub-objective becomes the focus of this method.
3 Multi-objective optimization of robot laser cladding process parameters
3.1 Process parameter selection and experimental target setting
Laser cladding technology has been widely used in the repair and manufacturing of parts. The process is a complex multi-parameter coupling process. Therefore, the quality of the products after component repair and manufacturing affects the development of the entire additive remanufacturing industry. The cladding process parameters have the most direct impact on the microstructure, morphology and comprehensive performance of the cladding layer, so the rational configuration of process parameters is particularly important. During the entire laser cladding process, the parameters of the laser equipment, the parameters of the substrate and cladding powder materials, and the parameters in the cladding process will affect the quality and morphology of the final cladding layer. The laser equipment, substrate material, and powder material will be determined first, and the three parameters of laser power, powder feeding speed, and scanning speed will be selected to control the quality of the cladding layer. These three parameters are used as research variables to analyze the impact of the target.
The quality of the cladding layer is mainly reflected by the appearance of the cladding layer, and the geometric characteristics of the cross section of the cladding layer are closely related to its appearance. The forming accuracy of the cladding layer is affected by the width and height of its cross section, and the depth of the cladding layer affects its dilution rate. The dilution rate reflects the degree of bonding between the cladding layer and the substrate. Figure 2 is a cross-sectional view of the cladding layer. The width, height and depth of the cladding layer are represented by W, H and h.
The geometric characteristics of the cross section of the cladding layer reflect the quality of the cladding layer, so the aspect ratio is selected as the first optimization target. The aspect ratio formula is: (3-1)
Where f1 is the aspect ratio, W is the width of the cladding layer, and H is the height of the cladding layer. In order to make the metallurgical bonding between the cladding layer and the substrate higher, the dilution rate needs to be smaller, so the dilution rate is selected as the second optimization target. The dilution rate formula is: (3-2)
Where f2 is the dilution rate, H is the height of the cladding layer, and h is the depth of the cladding layer. The collection of powder not only affects the cost of cladding, but also the quality of the cladding layer. In the cladding process, it is necessary to save powder as much as possible. Therefore, the powder collection rate is selected as the third optimization target, and its formula is: (3-3)
Where f3 is the powder collection rate, M is the total mass of powder, and m is the mass of powder not used for cladding.
3.2 Multi-factor experimental analysis of process parameters
After selecting appropriate process parameters and optimization targets, it is necessary to establish a multi-objective optimization mathematical model for laser cladding process parameters. In order to achieve the best comprehensive performance, the aspect ratio should be as high as possible, the dilution rate should be as low as possible, and the powder collection rate should be as high as possible. Its optimization mathematical model is shown in (3-4).
Where A represents laser power, B represents the amount of powder delivered, and C represents the scanning speed. Select appropriate constraints so that each sub-target can be constrained within the appropriate parameter range. The constraints of the three sub-targets are shown in (3-5); the constraints of the cladding process parameters are shown in (3-6).
Determine its comprehensive objective function as F. The minimum value of the comprehensive objective function is the optimal solution. It is necessary to minimize the three sub-objective values. In summary, the comprehensive weighted method is used to transform it into a parameter optimization problem for the objective function F. The objective function is: (3-7).
W1, W2, and W3 are three weight ratio coefficients, and they satisfy the formula W1 + W2 + W3 = 1, which represents the importance of the three sub-objectives. By solving the weight ratio, the three weight coefficients are 0.188, 0.731, and 0.081, respectively. F is the comprehensive objective function. Analysis shows that the smaller the value of the objective function F, the higher the quality of the cladding layer. The final mathematical model formula is as follows: (3-8).
3.3 Genetic algorithm process parameter optimization and verification
Based on the genetic algorithm, the cladding process parameters are optimized. Its fitness function is the comprehensive objective function F. In order to achieve the optimal performance of the cladding layer, the fitness function value should be as small as possible.
The genetic algorithm parameter settings are shown in Table 1, and the MATLAB program fitness curve is shown in Figure 3.
After analysis, it can be concluded that the fitness function value of the best individual is 0.0203. The best combinations of laser power, powder feeding amount and scanning speed in the cladding process parameters are 1.5 kW, 47 g/min and 32 mm/s, respectively. The corresponding aspect ratio is 10.922, the dilution rate is 9.67%, and the powder collection rate is 0.581. The comprehensive objective function obtains the minimum value, and the cladding layer has the best performance.

4 Conclusion
Robotic laser cladding systems have been widely used in various equipment component manufacturing fields. The service conditions of equipment are becoming more and more demanding, and the precision requirements are getting higher and higher. As an advanced remanufacturing technology, laser cladding greatly improves the comprehensive performance of components, realizes fast, accurate, and high-quality repair and manufacturing of components, and solves the waste of resources, realizes the reuse of waste resources, and helps the country build an industrial power.
James Liu
James Liu – Chief Engineer, DED Laser Metal Additive Manufacturing Mr. James Liu is a preeminent expert and technical leader in the field of Directed Energy Deposition (DED) laser metal additive manufacturing (AM). He specializes in researching the interaction mechanisms between high-energy lasers and metal materials and is dedicated to advancing the industrialization of this technology for high-end manufacturing applications. As a core inventor, Mr. Liu has been granted numerous pivotal national invention patents. These patents cover critical aspects of DED technology, including laser head design, powder feeding processes, melt pool monitoring, and build path planning. He is deeply responsible…

{kind=link}
{kind=link}
{kind=link}