Analysis of Bubble Escape Behavior and Distribution of the CoaxialPowder Feeding Laser Cladding
Objective To obtain the dynamic behavior of bubbles in the molten pool and the distribution law of porosity defects in the cladding layer of Inconel 718 alloy during coaxial powder feeding laser cladding. Methods The mechanical model and equation of bubbles in the molten pool were established, and the combined effects of bubble buoyancy, gravity, viscosity generated by the relative movement of bubbles and molten liquid, and drag force caused by molten liquid convection were considered. The effects of buoyancy and drag force on bubble escape behavior were studied, and the bubble escape time under different conditions was calculated. A “sandwich” observation platform was built to observe the dynamic behavior of bubbles in the molten pool in situ during the cladding process and obtain the molten pool life. A single factor Inconel 718 alloy coaxial powder feeding laser cladding experiment was carried out to explore the distribution law of porosity defects in the cladding layer. Results The molten pool life is usually 0.2~0.4 s; the critical value of the bubble diameter in the molten pool is about 60 μm. When the bubble diameter in the molten pool is greater than 60 μm, it is easier to escape through its own buoyancy, which is consistent with the single factor experiment that 96.94% of the pore defects in the cladding layer are less than 60 μm in diameter; the characterization of the pore defects in the cladding layer found that the influence of buoyancy on the movement state of bubbles below the critical diameter is generally less than that of the drag force. Conclusion During the laser cladding process of Inconel 718 alloy, there is a critical value for the size of bubbles in the molten pool, and it is mainly affected by the upward movement of buoyancy and the drag force along the convective movement of the molten pool. The pore defects in the cladding layer tend to be distributed on the convection path.
Coaxial powder feeding laser cladding has significant advantages such as unlimited forming size, high flexibility, wide material selectivity and easy automation, and has become the preferred additive manufacturing technology for net forming, gradient material preparation, part repair and surface modification of large metal parts [1-6]. In the coaxial powder feeding laser cladding process, there are factors such as open environment, airflow and powder impact, which make it easy for gas to be introduced into the molten pool. Some gas will appear in the molten pool in the form of bubbles. The movement behavior and distribution law of bubbles are the root causes of porosity defects in the cladding layer, which not only reduces the strength of the cladding layer, but also easily causes brittle fracture [5-6]. Therefore, in-depth research on the movement morphology and distribution law of bubbles in the molten pool is a prerequisite for reducing the porosity of the cladding layer and improving the cladding quality. To this end, Ng et al. [7] studied the unfused pores and pores of laser cladding and showed that pores are more difficult to eliminate than unfused pores. Pores are related to the dynamics of the molten pool. Bubbles are easy to flow with Marangoni convection and be retained by the cladding layer. Yang et al. [8] found in their study of copper alloy laser cladding repair coatings that pores were distributed in a chain shape along the bottom of the molten pool on the cross section of the cladding layer. Lower powder feeding rate and higher laser power can help reduce pore defects. Hojjatzadeh et al. [9] observed the evolution of pores through an in-situ high-speed X-ray imaging system, analyzed the effects of buoyancy, drag force, and thermocapillary force on bubbles, and believed that thermocapillary force had the greatest impact on bubbles. Zhang et al. [10] used a high-speed camera direct observation method to study the evolution of two types of bubbles on the molten pool surface and found that there were two phenomena of bubble retention and rupture. Hu Yong et al. [11-12] simulated the bubble movement process of the molten pool of the laser cladding layer from the perspective of multi-physical field coupling, based on the establishment of a molten pool model under the action of directional Lorentz force, and found that the downward Lorentz force can effectively suppress the flow velocity on the molten pool surface, reduce the fluid drag effect, and enhance the upward movement ability of bubbles, thereby reducing the pores inside the molten pool. Wu Zupeng et al. [13] studied the causes of pores in Ni60A alloy laser cladding layers and found that the movement of bubbles in the cladding layer is closely related to the laser energy input. When the linear density is greater than or equal to 200 J/mm, the amount of bubble overflow can be increased and a cladding layer with low porosity can be obtained.
Existing studies have mostly focused on the microstructure analysis after laser cladding and the morphological analysis of bubbles on the surface of the molten pool. However, the morphology and distribution of bubbles inside the molten pool can more effectively reveal the causes of pores in the cladding layer. In addition, coaxial powder feeding laser cladding uses gas powder feeding, and the molten pool solidifies in an open environment, so the behavior of bubbles in the molten pool is more complex. In this regard, the dynamic process of bubbles inside the molten pool of coaxial powder feeding laser cladding of Inconel718 alloy is analyzed. The bubble stress, escape behavior and pore distribution are studied by combining mechanical deduction and experimental methods.
1 Mechanical model for bubble analysis
The movement state, escape behavior and distribution of bubbles in the molten pool are closely related to their stress conditions, which directly determine the pore distribution and porosity of the cladding layer after forming. The force situation of bubbles in the molten pool is shown in Figure 1. The movement of bubbles under the combined action of their own buoyancy, gravity, viscosity generated by the relative movement of bubbles and molten liquid, and drag force caused by molten liquid convection is the key factor determining the distribution of bubbles and their escape from the molten pool surface [9, 10, 14-18].
Due to the high viscosity of the molten liquid, bubbles usually move passively with the fluid in the molten pool, and the active movement of bubbles is mainly floating under the action of buoyancy. Therefore, the force situation is simplified, assuming that the bubbles are regular spheres, and the viscosity force is only considered to be generated by the relative movement of bubbles with the surrounding molten liquid in the vertical direction when floating. The calculation of bubble buoyancy Fbb is shown in formula (1). Where: R is the bubble radius; ρl is the density of the metal solution; g is the acceleration of gravity.
The calculation of bubble gravity Fbg is shown in formula (2). Where: ρb is the gas density inside the bubble.
The bubble viscosity Fbv is given according to Stokes’ law, and the calculation is shown in formula (3). Where: μ is the dynamic viscosity of the melt; Vv is the relative velocity of the bubble to the melt in the vertical direction.
According to the Schiller-Naumann law, the drag force Fbd of the bubble in the melt under convection motion is given, and the calculation is shown in formula (4). Where: D is the bubble diameter; Vb is the bubble volume; u is the melt flow rate; v is the bubble velocity; CD is the drag coefficient, which is related to the Reynolds number
Rep. Rep is calculated in formula (5).
2 Experimental materials and equipment
The coaxial powder feeding laser cladding experiment uses high-purity gas atomized Inconel 718 spherical powder. The powder morphology and particle size statistics are shown in Figure 2. The average particle size of the powder is 60.89 μm, and the powder chemical composition is shown in Table 1. The substrate is 316L stainless steel with a size of 60 mm×10 mm×5 mm. Before the experiment, the powder was vacuum dried to remove moisture. The substrate was cleaned after being polished with sandpaper and the surface was blown dry.
The experiment used an IPG-YLS-2000-TR fiber laser and a three-way coaxial powder feeding laser cladding head. The laser spot diameter was 2 mm. High-purity argon was used as the protective gas with a gas flow density of 15L/min. A “sandwich” molten pool observation platform [19-20] was built to observe the molten pool life and bubble dynamic process. The experimental device is shown in Figures 3-4. The schematic diagram of the “sandwich” observation method is shown in Figure 5. Considering the accumulation of cladding layers in height during the cladding process, in order to observe the internal situation of the molten pool, during installation, the GG17 high-temperature glass is about one cladding layer height (2 mm) higher than the substrate. The high-temperature glass and substrate are fixed by flat-nose pliers and clamps. The laser spot acts on the substrate and glass at the same time (the ratio of the spot acting on the substrate and the glass is 1:1). The GG17 high-temperature glass is used as an observation window, and a high-speed camera is used to collect the dynamic behavior of the molten pool from the side. A single-factor single-pass cladding experiment of Inconel718 alloy was carried out, and the cladding layer after cladding was cut, polished, and corroded. The cross-sectional metallographic image was taken to obtain the distribution of its pore defects. The specific experimental parameters are shown in Table 2.

3 Results and analysis
The longitudinal section metallographic image of the cladding layer is shown in Figure 6. As shown in Figure 6, there are obvious circular pores in the Inconel 718 alloy cladding layer. The comparison of the “sandwich” observation image and the longitudinal section metallographic image of the cladding layer is shown in Figure 7. As shown in Figure 7, the size and position distribution of the bubbles in the molten pool are consistent with the size and position distribution of the pore defects in the cladding layer, which can be used to observe the dynamic behavior of bubbles in the molten pool. In the single factor experiment, the sum of the molten height and the molten depth of the cladding layer is distributed between 1.3 and 2.4 mm, and the molten width is 1.5 to 3 mm (Figure 8).
3.1 Relationship between bubble escape time and radius
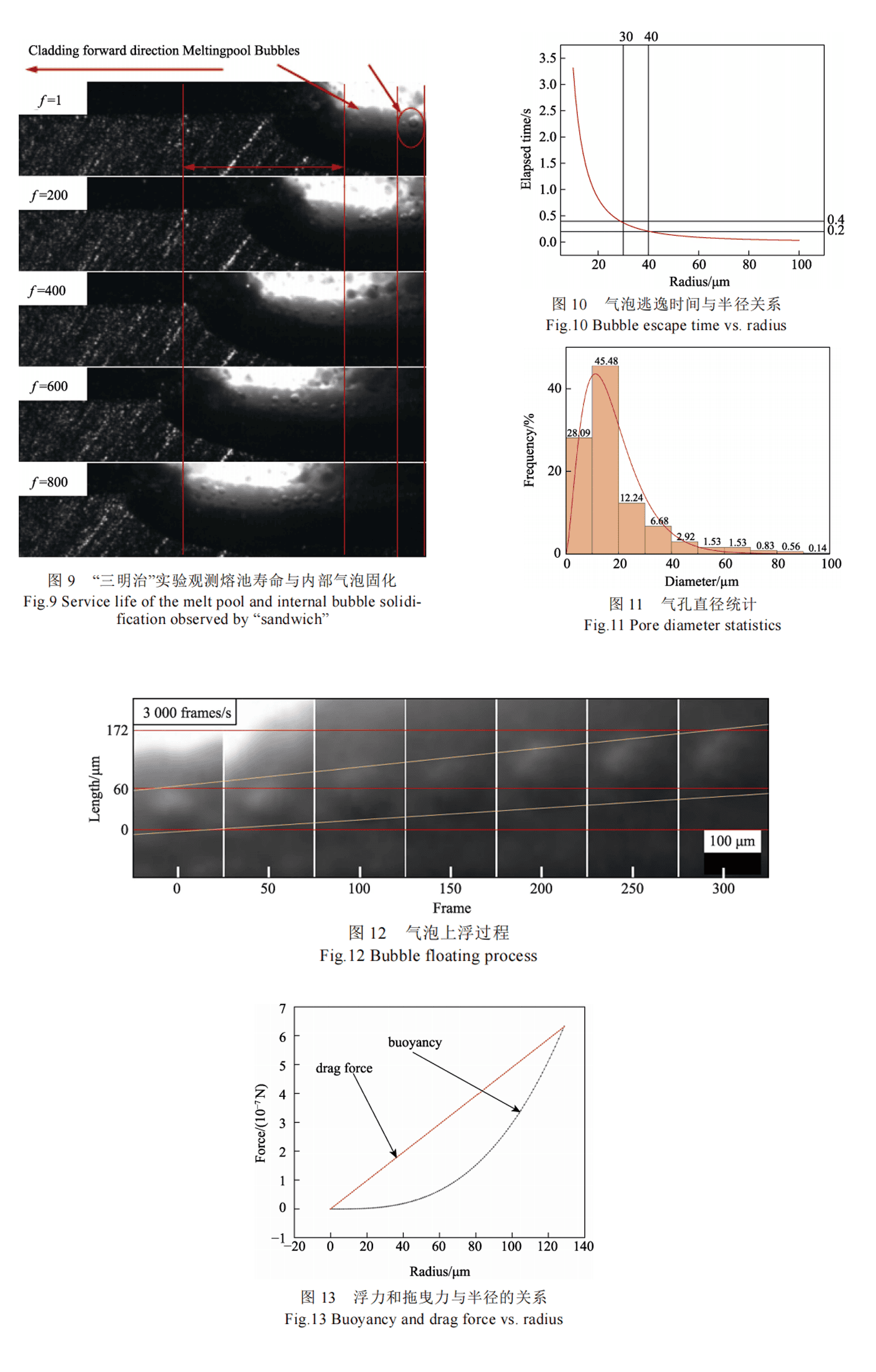
When the molten pool convection is not obvious, the bubble escape is mainly affected by its own buoyancy and viscosity. Compared with the buoyancy of the bubble in the metal solution, the bubble’s own gravity is small and can be ignored. Therefore, combining equations (1) and (3), the bubble floating speed is obtained when the buoyancy and viscosity are balanced. The liquidus of Inconel 718 alloy is 1 608.15 K. During the cladding process, the temperature of the molten pool is distributed between 1 600 and 2 400 K. For the convenience of discussion, the molten temperature is uniformly taken as 1 900 K. At this temperature, the dynamic viscosity of the molten liquid is 0.000 52 Pa·s, and the density of the molten liquid is 7 200 kg/m3 (thermophysical parameters are derived from the JmatPro database). Substituting the bubble radius of 20 μm into equation (1), the buoyancy of the bubble is obtained to be 2.367×10–9 N. Combining equations (1) and (3), when the buoyancy of the bubble itself is balanced with the viscosity, the floating speed is obtained to be about 1.207×10–3 m/s. When the bubble is 1 mm away from the surface of the molten pool, the corresponding escape time is about 0.828 s. The molten pool life and the solidification of the internal bubbles are shown in Figure 9. As shown in Figure 9, solidification from the front to the rear of the molten pool is usually completed in about 800 frames (shooting frame rate is 3000 frames/s), corresponding to a time of 0.2~0.4 s, so bubbles with a smaller radius are difficult to escape from the surface by their own buoyancy before the molten pool solidifies.
Under the conditions of an average temperature of the molten liquid of 1900 K and a vertical distance of 1 mm from the molten pool surface, the relationship between the bubble radius and the escape time is shown in Figure 10. As shown in Figure 10, as the bubble radius increases, the bubble escape time decreases rapidly. When the bubble radius reaches more than 30 μm, the corresponding escape time is less than 0.4 s, which is less than the solidification time of the molten pool, so there is a greater probability of escaping by its own buoyancy. The metallographic image of the cladding layer was processed using ImageJ-Pro plus software, and the pore distribution map (Figure 8) and pore diameter statistics of the cladding layer were obtained. The diameter statistics of pore defects in the cladding layer are shown in Figure 11. As shown in Figure 11, 96.94% of the pores in the metallographic cross section have a diameter less than 60 μm.
The floating of bubbles in the molten pool is shown in Figure 12. It can be seen that the bubble position is close to the edge of the molten pool, where the convection is weak and the bubble movement with the convection is not obvious. As shown in Figure 12, the bubble with a diameter of 60 μm continuously floats up due to the buoyancy. Within 0.1 s, the bubble floats up about 112 μm. At the same time, the bubble diameter also expands to about 100 μm during the floating process. The floating speed is 0.001 12 m/s, which is about 2.4 times different from the calculated result of 0.002 72 m/s. On the one hand, the reason for this result is that the observation position is close to the edge of the molten pool, the molten pool temperature is lower than 1 900 K, the molten pool dynamic viscosity is high, and the floating resistance is large; on the other hand, due to the limitation of the observation method, the bubble is easily adsorbed on the glass wall, which hinders the movement of the bubble.
3.2 Analysis of bubble force and position distribution
During the coaxial powder feeding cladding process, due to the influence of airflow and powder particles, the melt flow rate is usually 1~6 m/s[21-22]. When the melt temperature is 1900 K, when the bubble radius is 20 μm, the bubble velocity is 0 m/s, and the melt flow rate is 1 m/s, substituting into formula (4) yields a drag force of 2.451×10-6 N on the bubble, which is 3 orders of magnitude greater than the buoyancy at the same radius. When the melt velocity is lower than 0.0087 m/s, the buoyancy on the bubble will be greater than the drag force. Therefore, the movement of bubbles in the melt is mainly affected by the drag force generated by melt convection. When the average temperature of the melt is 1900 K and the average flow rate of the molten pool is 0.5 m/s, the relationship curve between buoyancy, drag force and bubble radius is shown in Figure 13. It can be seen that when the buoyancy of the bubble exceeds the drag force, its radius will be greater than 129 μm, which is more than twice the radius of the largest pore defect in the Inconel 718 alloy cladding layer. Therefore, during the cladding process, compared with the buoyancy of the bubble, the drag force on the bubble in the molten pool plays a dominant role.
The tension gradient generated by the temperature change on the molten pool surface leads to the Marangoni effect [23]. Under the action of the Marangoni effect and natural convection, the molten pool usually produces two annular convections with opposite convection directions in the longitudinal and transverse interfaces (Figure 1). At the same time, during the coaxial powder feeding laser cladding process, the addition of powder particles will cause violent fluctuations on the molten pool surface [21, 24]. As bubbles far from the center of the molten pool have weak convection in this area and small drag force, they will flow slightly to the edge and bottom of the molten pool to be solidified due to the influence of convection. At the same time, the solidification speed in this area is fast, the viscosity of the melt is large, and the movement resistance of the bubbles is large. It is difficult for the bubbles to float to the surface of the molten pool and escape under the action of buoyancy. Therefore, they are captured by the molten pool to be solidified and form pore defects. As for bubbles near the center of the molten pool, due to the small temperature gradient inside the molten pool and the low solidification rate, large bubbles are more likely to be affected by buoyancy and annular convection and diffuse upward and radially [7]. In the cross section, large bubbles are more likely to be distributed at the top and both sides. The distribution of pores in the cladding layer is shown in Figure 8, where the arrows are convection trajectories and the circles are convection traces of the streamlines at the bottom of the cladding layer [8, 25-26]. Except for group c1, the remaining 8 groups of pore defects are mostly distributed on the convection path. Bubbles with larger diameters are greatly affected by buoyancy and drag forces and are more likely to be distributed at the top and both sides of the cladding layer. Due to the low scanning speed, the cladding layer of group c1 is over-accumulated in height, resulting in deformation and unstable convection, but it can still be seen that the pores are mostly located at the top of the cladding layer.
4 Conclusions
1) A bubble motion mechanics model was established. There are obvious regular circular pore defects in the Inconel 718 coaxial powder feeding laser cladding layer. In the molten pool, bubbles are mainly affected by the combined effects of gravity, buoyancy, viscosity, drag and other forces.
2) Through the dynamic observation of the “sandwich”, it is found that the life of the molten pool is usually between 0.2 and 0.4 s; combined with mechanical analysis, bubbles with a diameter of more than 60 μm can escape by their own buoyancy before the molten pool solidifies. Statistics of the pore defects in the cladding layer show that 96.94% of the pore defects are less than 60 μm in diameter.
3) Based on mechanical analysis and single-factor experiments, it is found that the movement behavior of bubbles is mainly affected by the drag force. As the molten pool convects toward the top of the molten pool and moves radially outward from the center of the molten pool, the pore defects in the cladding layer are more likely to be distributed on the convection path.
James Liu
James Liu – Chief Engineer, DED Laser Metal Additive Manufacturing Mr. James Liu is a preeminent expert and technical leader in the field of Directed Energy Deposition (DED) laser metal additive manufacturing (AM). He specializes in researching the interaction mechanisms between high-energy lasers and metal materials and is dedicated to advancing the industrialization of this technology for high-end manufacturing applications. As a core inventor, Mr. Liu has been granted numerous pivotal national invention patents. These patents cover critical aspects of DED technology, including laser head design, powder feeding processes, melt pool monitoring, and build path planning. He is deeply responsible…

{kind=link}
{kind=link}
{kind=link}