
Ako pokročilá technológia povrchovej úpravy materiálu má technológia laserového plátovania výhody vysokej účinnosti spracovania, nízkej rýchlosti riedenia náteru, vysokej pevnosti spojenia so substrátom, vysokého stupňa automatizácie a šetrnosti k životnému prostrediu. Spomedzi rôznych obkladových materiálov sú zliatiny na báze železa svojim zložením najbližšie k oceľovým materiálom a majú relatívne nízke náklady. V posledných rokoch našli široké uplatnenie v oblasti povrchového spevňovania a repasovania častí zariadení. Skombinovaním najnovších relevantných výsledkov výskumu doma a v zahraničí bol pokrok výskumu laserových povlakov na báze železa zhodnotený z hľadiska materiálového systému, procesných parametrov a externej pomocnej technológie. Bol zhrnutý základ výberu obkladových materiálov a charakteristiky a aplikácie rôznych materiálov, ako je samotavný zliatinový prášok na báze železa, prášok z nehrdzavejúcej ocele, prášok amorfnej zliatiny na báze železa a kompozitný prášok na báze železa. Systematicky sa diskutoval mechanizmus vplyvu parametrov procesu, ako je výkon lasera, rýchlosť skenovania, priemer bodu a rýchlosť podávania prášku na kvalitu tvarovania, mikroštruktúru a výkonnosť povlakov na báze železa, a aplikácia optimalizácie parametrov procesu pri príprave boli zavedené vysokokvalitné obkladové vrstvy. Súčasne sa diskutuje o aplikácii technológií podporovaných vonkajším poľom, ako sú ultrazvukové vibrácie, elektromagnetické pole a teplotné pole v laserových povlakoch zliatin na báze železa, a mechanizmus účinku vonkajšieho energetického poľa na roztavený kúpeľ a stuhnutie. je vysvetlená štruktúra počas laserového plátovania. Nakoniec sa predpokladá budúci smer vývoja laserových povlakov zliatin na báze železa.
Laserové opláštenie je pokročilá technológia úpravy a opravy povrchov. Využíva laserový lúč s vysokou hustotou energie ako zdroj tepla na rýchle roztavenie a stuhnutie obkladového materiálu a podkladového materiálu na vytvorenie spevňujúcej vrstvy s odolnosťou proti opotrebovaniu a korózii na povrchu podkladu [1-2]. V porovnaní s inými technológiami povrchovej úpravy má laserové plátovanie rad výhod, ako je rýchlosť nanášania, nízka miera riedenia substrátu, dobrá metalurgická väzba medzi povlakom a substrátom, vysoký stupeň automatizácie, šetrnosť k životnému prostrediu a použiteľnosť na rôzne tvary obrobkov. Preto je široko používaný pri spevňovaní povrchov a opravách a repasovaní častí zariadení v oblasti mechanického spracovania, dopravy, petrochémie atď. [3-7]. Výkon povlaku pripraveného laserovým plátovaním priamo súvisí s krycím materiálom. Bežne používané systémy kovových materiálov sú hlavne zliatiny na báze železa, zliatiny na báze niklu a zliatiny na báze kobaltu. Spomedzi nich sú zliatiny na báze železa svojím zložením najbližšie k oceli používanej na strojové diely. Náter má dobrú znášanlivosť s podkladom a vyššiu pevnosť spoja. V porovnaní so zliatinami na báze niklu a kobaltu sú zliatiny na báze železa relatívne lacné [8]. Preto sa v posledných rokoch vo vedeckom výskume a inžinierskych aplikáciách venuje laserovým povlakom zliatinových povlakov na báze železa čoraz väčšia pozornosť.
Tento článok poskytuje prehľad najnovších výsledkov výskumu laserových povlakov zliatin na báze železa doma a v zahraničí z hľadiska materiálového systému, parametrov procesu a externej pomocnej technológie. Súhrnne sú zhrnuté vlastnosti rôznych typov zliatin na báze železa a ich aplikácie v laserovom plátovaní, rozoberá mechanizmus vplyvu parametrov procesu laserového plátovania na kvalitu tvárnenia a mikroštruktúru povlakov na báze železa a vysvetľuje mechanizmus vplyvu vonkajšej energie. pole na roztavenom bazéne a stuhnutú štruktúru počas laserového plátovania. Nakoniec sa očakáva smer vývoja ďalšej etapy výskumu laserového povlakovania zliatin na báze železa.
1 Materiálový systém laserového plátovania zliatinových povlakov na báze železa
Obkladový materiál zohráva rozhodujúcu úlohu pri výkone povlaku. Pri výbere obkladových materiálov by sa mala plne zvážiť kompatibilita, zmáčavosť, chemické zloženie a rozdiely vo fyzikálnych vlastnostiach medzi obkladovým materiálom a základným materiálom na základe pracovných podmienok a výkonnostných požiadaviek [9]. Podľa zloženia obkladového materiálu bežne používaný systém povlakových materiálov zliatiny na báze železa v súčasnosti zahŕňa samotavný zliatinový prášok na báze železa, prášok z nehrdzavejúcej ocele, prášok amorfnej zliatiny na báze železa, kompozitný prášok na báze železa atď. 10].
1.1 Samotavný zliatinový prášok na báze železa
Samotavný prášok zliatiny na báze železa je lacný a široko dostupný. Jeho chemické zloženie je podobné zloženiu uhlíkovej ocele, liatiny a iných ocelí pre časti strojov. Často sa používa na opravu povrchu alebo spevnenie dielov [11]. Jeho zloženie je založené na nehrdzavejúcej oceli a liatine s vysokým obsahom chrómu, na ktorej sú pridané prvky ako Si a B. Prvky ako Fe, Cr a W v zliatine sa môžu kombinovať s C za vzniku karbidových tvrdých fáz; Ni môže zlepšiť húževnatosť obkladovej vrstvy a znížiť jej tendenciu k praskaniu; Si a B sa prednostne kombinujú s kyslíkom počas procesu obaľovania za vzniku sklovitých oxidov na povrchu roztaveného kúpeľa, čím zabraňujú oxidácii tekutého kovu pod ním a tiež zlepšujú zmáčavosť medzi roztaveným kúpeľom a substrátom. Wang a kol. [12] použil komerčný samotavný zliatinový prášok Fe901 ako surovinu na laserom nanesený povlak FeCrBSi na povrchu nehrdzavejúcej ocele 316. Povlak sa skladá hlavne z martenzitickej matrice, tvrdých fáz (Fe, Cr)7C3 a CrFeB. Ako je znázornené na obrázku 1, rovnoosé dendrity, retikulárne dendrity, stĺpcovité dendrity, bunkové kryštály a plošné kryštály sú rozmiestnené od vrchnej časti obkladovej vrstvy k spojovacej oblasti. K segregácii kompozície dochádza v štruktúre dendritu a prvky Cr a B sú distribuované hlavne v interdendritickej oblasti. Povlak FeCrBSi vykazuje vysokú odolnosť proti korózii v roztavenom hliníku pri 1 073 K. Li a kol. [8] pridali k prášku zliatiny Fe901 rôzne pomery ferobórového prášku a študovali vplyv obsahu bóru na mikroštruktúru a odolnosť proti opotrebovaniu laserových povlakov na báze železa. Výsledky ukázali, že obsah bóru v povlaku mal významný vplyv na morfológiu a množstvo boridovej vyzrážanej fázy. Keď sa hmotnostný podiel bóru zvýšil z 1.6 % na 6.0 %, podiel boridovej fázy v štruktúre povlaku sa postupne zvyšoval a morfológia zaznamenala transformáciu zo sieťoviny → zhluk → pásik → blok. Pridanie bóru môže účinne zlepšiť mikrotvrdosť a odolnosť proti opotrebeniu povlaku na báze železa a čím vyšší je obsah bóru v povlaku, tým je účinok zreteľnejší. Štúdia analyzovala mikroštruktúru, fázu, tvrdosť a trenie a vlastnosti opotrebenia obkladovej vrstvy, skúmala mechanizmus spevnenia a opotrebovania materiálu a poskytla teoretický a dátový základ pre podporu a aplikáciu laserového obkladu odolného voči opotrebovaniu na báze železa. nátery. Peng a kol. [13] použili ako surovinu samotavný zliatinový prášok na báze železa a na povrch bainitickej ocele naniesli pomocou technológie vysokorýchlostného laserového plátovania povlak na báze železa, ktorý je odolný voči opotrebovaniu. Štúdie ukázali, že čím vyššia je rýchlosť laserového skenovania, tým rýchlejšie sa roztavený bazén ochladzuje a tým je nerovnomernejšie rozloženie prvkov medzi dendritmi. Porovnaním koeficientu trenia, objemu opotrebenia a morfológie opotrebenia sa zistilo, že odolnosť povlaku proti opotrebeniu sa zvyšuje so zvyšovaním rýchlosti skenovania, čo súvisí najmä so zjemňovaním štruktúry povlaku a zvyšovaním eutektického obsahu. Zatiaľ však nebolo objasnené, či interdendritická štruktúra bohatá na Cr, Mo a B podlieha štrukturálnej segregácii počas procesu tuhnutia zliatin na báze železa.
1.2 Prášok z nehrdzavejúcej ocele
Podľa organizačného stavu možno nátery z nerezovej ocele rozdeliť na austenitické nátery z nehrdzavejúcej ocele, nátery z martenzitickej nehrdzavejúcej ocele, nátery z feritickej nehrdzavejúcej ocele, duplexné nátery z nehrdzavejúcej ocele atď. Použitie technológie laserového plátovania na prípravu náterov z nehrdzavejúcej ocele môže zlepšiť povrch vlastnosti substrátu [14-15]. V súčasnosti sa výskum laserových povlakov z nehrdzavejúcej ocele zameriava najmä na austenitickú nehrdzavejúcu oceľ a martenzitickú nehrdzavejúcu oceľ [16].
1.2.1 Austenitická nehrdzavejúca oceľ
Austenitická nehrdzavejúca oceľ má dobrú plasticitu a zvárateľnosť a má dobrú odolnosť proti korózii v rôznych médiách [17]. Mahmond a kol. [15] povlak z nehrdzavejúcej ocele 316L pokrytý laserom na povrchu substrátu z nízkouhlíkovej ocele a diskutovali o vplyve výkonu lasera na mikroštruktúru a kvalitu spojenia povlaku. Pri vyšších výkonoch lasera (2.4 kW a 2.8 kW) bol povlak z nehrdzavejúcej ocele 316L dobre spojený so substrátom bez akýchkoľvek makroskopických defektov a štruktúra bola hlavne paralelné stĺpcovité dendrity; keď bol výkon 2.0 kW, objavili sa v povlaku určité trhliny a štruktúra boli bunkové dendrity s nepravidelnými smermi. On a spol. [18] tiež použili technológiu laserového plátovania na prípravu povlaku z nehrdzavejúcej ocele 316L a porovnali vlastnosti povlaku z hľadiska trenia a korózneho opotrebovania pred a po ošetrení roztokom. Výsledky ukazujú, že ošetrenie roztokom môže účinne zlepšiť odolnosť povlaku voči opotrebovaniu a korózii. Okrem toho môže korózne médium urýchliť opotrebenie povlaku. Typickým mechanizmom zlyhania korózneho opotrebovania povlaku z nehrdzavejúcej ocele 316L je abrazívne opotrebovanie a plastická deformácia. Sun Yunsen a kol. [17] analyzovali mikroštruktúru laserovej plátovacej vrstvy z nehrdzavejúcej ocele 304 a zistili, že plátovacia vrstva sa skladá z γ matricovej fázy a σ precipitačnej fázy. Matricová fáza je jemná a hustá dendritická štruktúra a σ fáza sa skladá hlavne z prvkov Fe a Cr s takmer ekviatómovými pomermi. Ten je distribuovaný v dendritovej medzere vo forme dlhých pásikov, sietí alebo častíc.
1.2.2 Martenzitická nehrdzavejúca oceľ
Martenzitická nehrdzavejúca oceľ má vysokú tvrdosť a vynikajúcu odolnosť proti opotrebovaniu a často sa používa na spevnenie povrchu dielov odolných voči opotrebovaniu [19-20]. Napríklad, aby sa zlepšil povrchový výkon veľkých obežných dráh ložísk veterných turbín, Feng Yulei a kol. [5] na povrch simulovanej časti laserom naneste bórom riadený povlak z martenzitickej nehrdzavejúcej ocele 4Cr13. Proces laserového plátovania je znázornený na obrázku 2. Predhriatím substrátu a pomalým ochladzovaním po plátovaní je možné pripraviť vysokotvrdý povlak s hrúbkou väčšou ako 3 mm a bez trhlín. Povlak pozostáva hlavne z martenzitickej matrice, malého množstva zvyškového austenitu a intergranulárnych výstužných fáz M2B a M23C6. V porovnaní s matricou 42CrMo sa výrazne zlepšila odolnosť proti opotrebovaniu a odolnosť proti korózii povlaku z martenzitickej nehrdzavejúcej ocele. Technológia použitá v tomto experimente má široké uplatnenie v oblasti výroby veternej energie, ale rozsah testovacích teplôt je veľký a musí sa prevádzkovať medzi 200 a 1500 °C.
1.2.3 Feritická nehrdzavejúca oceľ
Feritická nehrdzavejúca oceľ má vysoký obsah Cr, dobrú odolnosť proti oxidácii, malý koeficient tepelnej rozťažnosti a vykazuje vynikajúcu odolnosť proti korózii v médiách s obsahom chlóru. Li a spol. [21] použili kombináciu laserového plátovania a laserového pretavenia na nanesenie superferitickej nehrdzavejúcej ocele UNS S44700 na povrch nízkouhlíkovej ocele. Obkladová vrstva pozostáva z vnútornej nepretavenej zóny a vonkajšej pretavenej zóny. Pretavená zóna je zložená z jemného stĺpcového dendritického feritu. Pretavovacia úprava môže zmierniť nehomogenitu konštrukcie. Obkladová vrstva z feritickej nehrdzavejúcej ocele vykazuje vynikajúcu odolnosť voči pasivácii a jamkovej korózii v roztokoch 0.5 mol/l NaCl, 1 mol/l FeCl3 a 0.6 mol/l HCl.
1.2.4 Duplexná nehrdzavejúca oceľ
Duplexná nehrdzavejúca oceľ má výhody feritických aj austenitických nehrdzavejúcich ocelí s vysokou medzou klzu a vynikajúcou odolnosťou voči jamkovej korózii, korózii pod napätím a koróznej únave. Ji Dongsheng [22] pripravil duplexné povlaky z nehrdzavejúcej ocele legované Nb pomocou technológie laserového plátovania a študoval vplyv obsahu Nb na mikroštruktúru, mechanické vlastnosti a koróznu odolnosť plátovacej vrstvy. S nárastom obsahu Nb v povlaku sa zvyšuje obsah feritu v mikroštruktúre povlaku a zlepšuje sa homogenizácia a zjemnenie mikroštruktúry. Pridanie prvku Nb môže účinne zlepšiť odolnosť povlaku proti korózii. Keď je množstvo pridaného Nb 1.5 %, odolnosť duplexného povlaku z nehrdzavejúcej ocele je najlepšia. Liu a kol. [23] použili technológiu laserového plátovania na prípravu jednopriechodového duplexného povlaku z nehrdzavejúcej ocele 2205 na povrchu ocele Q235 a diskutovali o vplyve výkonu lasera na morfológiu povlaku, mikroštruktúru, tvrdosť a odolnosť proti korózii. Experimentálne výsledky ukazujú, že so zvýšením výkonu lasera z 1.7 kW na 2.7 kW sa postupne zvyšuje šírka obkladovej vrstvy, hĺbka roztaveného kúpeľa a rýchlosť riedenia. Keď je výkon lasera 2.3 kW, povlak má rovnomernú a jemnú mikroštruktúru, najvyššiu mikrotvrdosť a najlepšiu odolnosť proti korózii. Jeho korózny potenciál je ‒0.146 V a hustota korózneho prúdu je len 0.13μA/cm2.
Z vyššie uvedenej analýzy je možné vidieť, že nehrdzavejúca oceľ má dobrú odolnosť proti korózii, vysokú tvrdosť a vysokú húževnatosť. Môže sa použiť ako náterový materiál na laserové obklady na zlepšenie odolnosti podkladu proti korózii, opotrebeniu a únave. Vzájomná difúzia prvkov v oblasti väzby medzi povlakom z nehrdzavejúcej ocele a substrátom z ocele so stredne vysokým obsahom uhlíka však môže ľahko viesť k uhlíkovému skrehnutiu na rozhraní a v súčasnosti existuje len málo súvisiacich štúdií. V budúcnosti by sa mal uskutočniť ďalší výskum v oblasti jemnej štruktúry, rozloženia prvkov a mechanických vlastností spojovacej oblasti medzi vrstvou z nehrdzavejúcej ocele a substrátom, aby sa dosiahla kontrola spevnenia a spevnenia rozhrania.
1.3 Prášok amorfnej zliatiny
Amorfné zliatiny na báze Fe majú vysokú pevnosť, vysokú tvrdosť a vynikajúcu odolnosť proti opotrebovaniu a korózii a ich cena je relatívne nízka. Stali sa horúcou témou v oblasti výskumu amorfných látok [24-25]. Použitie rýchleho chladenia laserového povlaku na prípravu amorfného materiálu na báze železa prispieva k zachovaniu jeho amorfných štruktúrnych charakteristík a vlastností. Zároveň môže povlaková forma do určitej miery vyriešiť aj krehkosť amorfných zliatin pri izbovej teplote a obmedzenie veľkosti. Li a spol. [25] použili technológiu laserového plátovania na prípravu amorfných kompozitných povlakov FeCrMoBSi a diskutovali o vplyve obsahu Cr na schopnosť amorfnej tvorby a mechanické vlastnosti povlakov. Štúdia ukázala, že povlak sa skladá hlavne z tuhého roztoku na báze železa, amorfnej fázy a malého množstva intermetalických zlúčenín; vhodný obsah Cr prvku môže účinne inhibovať tvorbu intermetalických zlúčenín a znižovať trend orientovaného rastu dendritov. S nárastom obsahu Cr sa mikroštruktúra povlaku postupne mení z rovnoosého dendritu na zmiešanú štruktúru amorfnej fázy a kryštalickej fázy; keď je pomer železa a chrómu 0.33, povlak vykazuje najlepšiu schopnosť amorfnej tvorby. Amorfná fáza s vysokou tvrdosťou a modulom pružnosti môže výrazne zlepšiť odolnosť povlaku voči opotrebovaniu. So zvyšovaním obsahu amorfnej fázy v povlaku sa mechanizmus opotrebenia povlaku postupne mení zo silného odlupovania a oxidačného opotrebenia na mierne abrazívne opotrebenie. Li a spol. [26] použili technológiu vysokorýchlostného laserového plátovania na nanesenie amorfného povlaku Fe-Co-B-Si-Nb na povrch stredne uhlíkovej ocele 45 pri rôznych rýchlostiach skenovania. Výsledky ukazujú, že so zvyšujúcou sa rýchlosťou skenovania sa drsnosť povrchu, zvyškové ťahové napätie a koeficient tepelnej rozťažnosti povlaku znižujú, zatiaľ čo rýchlosť ochladzovania sa neustále zvyšuje; keď sa rýchlosť skenovania zvýši na 80.38 m/min, rýchlosť chladenia vrchnej časti povlaku môže dosiahnuť 1.08 × 105/s ℃, čo výrazne zlepšuje schopnosť tvorby amorfnej fázy. S nárastom objemového podielu amorfnej fázy v štruktúre povlaku sa zlepšuje tvrdosť a odolnosť povlaku proti opotrebeniu. Malo by sa však zdôrazniť, že vo všeobecnosti je ťažké získať úplne amorfný povlak laserovým plátovaním a obsah amorfnej vrstvy v štruktúre amorfného povlaku je relatívne nízky [2].

1.4 Kompozitný prášok na báze železa
Kompozitné povlaky na báze železa sa získavajú pridaním výstužnej fázy zloženej hlavne z tvrdých keramických častíc k práškom zliatin na báze železa. Laserovým plátovaním kompozitných práškov možno na povrchu substrátu získať kompozitný povlak na báze železa so špeciálnymi vlastnosťami [27-29]. Súčasne môže byť výstužná fáza generovaná in situ v povlaku na báze železa prostredníctvom chemických reakcií medzi surovinami [30-31]. Kompozitný povlak môže poskytnúť plnú hru príslušným charakteristikám zliatinového substrátu na báze železa a výstužnej fáze a má vyššiu pevnosť, tvrdosť, lepšiu odolnosť proti opotrebovaniu a odolnosť proti korózii ako čisté kovové povlaky. Okrem toho úpravou typu, obsahu, veľkosti častíc a iných faktorov fázy vystuženia v kompozitnom prášku možno regulovať štruktúru a vlastnosti kompozitného povlaku. Tabuľka 1 sumarizuje správy o laserovom plátovaní kompozitných povlakov na báze železa doma a v zahraničí.
WC má výhody vysokého bodu topenia, vysokej tvrdosti, nízkeho koeficientu tepelnej rozťažnosti a dobrej zmáčavosti materiálmi na báze železa. Preto sa WC častice bežne používajú ako tvrdé výstužné fázy v obkladových vrstvách na báze železa [9]. Li a spol. [39] použili technológiu laserového plátovania na prípravu kompozitných povlakov na báze železa vystužených časticami WC rôznych veľkostí na povrchu ocele 16Mn a podrobne analyzovali vplyv veľkosti častíc WC na štruktúru a výkon kompozitného povlaku. Porovnaním fázového zloženia, mikroštruktúry, mikrotvrdosti a odolnosti proti opotrebovaniu štyroch obkladových vrstiev na báze železa (žiadne WC, malé WC, zmiešané WC a veľké WC) sa zistilo, že veľkosť WC mala malý vplyv na fázové zloženie kompozitného povlaku, ale malo významný vplyv na jeho mikroštruktúru. Malé WC má pozitívny vplyv na homogenizáciu a zjemnenie štruktúry povlaku a posilňujúci účinok malých WC na povlak je oveľa väčší ako u veľkých WC [34]. Použili tiež prášok zliatiny Fe60 a častice WC s rôznymi pomermi ako suroviny na laserom plátovaný in-situ syntetizovaný (Cr, W) 23C6-WC keramickým kompozitným povlakom na báze železa na povrchu 16Mn ocele a diskutovali o vplyve WC. prídavok na štruktúru a odolnosť proti opotrebovaniu kompozitného povlaku. Štúdie ukázali, že kompozitný povlak s 20 % (hmotnostný podiel) WC má najlepšiu mikrotvrdosť a odolnosť proti opotrebeniu, čo sa pripisuje najmä súvislej sieťovej (Cr, W)23C6-WC kompozitnej keramickej fáze rozloženej v jeho štruktúre. Keď sa hmotnostný podiel WC zvýši na 30 %, povlak praskne v dôsledku aglomerácie výstužnej fázy a zvýšenia vnútorného napätia.
Silné karbidotvorné prvky, ako je Ti, Nb a V, sa tiež často pridávajú do zliatin na báze železa, aby priamo generovali fázy karbidovej výstuže v obkladovej vrstve reakciou in situ [40-42]. Napríklad Zhang a kol. [43] použili laserové plátovanie na in-situ syntézu MC (M: Ti, Nb) karbidom vystužených 316L povlakov. Štúdia zistila, že so zvýšením obsahu karbidov sa zmenila veľkosť a morfológia in situ generovaných častíc (Ti, Nb)C; keď sa hmotnostný podiel karbidov zvýšil z 2.5% na 15%, morfológia in situ generovaného (Ti, Nb)C sa vyvinula z nepravidelných geometrických častíc na sférické častice a potom na vyvážené oktaedrické štruktúry, ktoré vykazovali nižší koeficient trenia a strata objemu opotrebovania. Wang a kol. [44] použili technológiu laserového plátovania na prípravu kompozitného povlaku vystuženého železom V8C7 na povrchu ocele 35CrMo a študovali fázové zloženie, mikrotvrdosť a odolnosť povlaku proti opotrebeniu. Výsledky ukázali, že povlak pozostával hlavne z V8C7, a-Fe, Cr7C3, Mo2C a Fe3C; pri kombinovanom účinku druhej fázy, tuhého roztoku a spevnenia jemných zŕn bola mikrotvrdosť povlaku 4-krát vyššia ako u substrátu a strata hmotnosti pri opotrebovaní bola iba 1/26 v porovnaní so substrátom. Častice V8C7 generované in situ v substráte výrazne zlepšili odolnosť povlaku voči opotrebovaniu. Vyššie uvedený experiment študoval zákon tvorby karbidovej výstužnej fázy v kompozitných povlakoch na báze železa a stanovil úzky vzťah medzi mikroštruktúrou a obsahom výstužnej fázy a tribologickými vlastnosťami povlaku, ktorý poskytol relevantný základ pre aplikáciu in- situ kompozitné povlaky na báze železa vystužené karbidom.
Prvky vzácnych zemín majú vynikajúce fyzikálne a chemické vlastnosti vďaka svojej jedinečnej atómovej štruktúre a vynikajúcej chemickej afinite. Pridanie vhodného množstva prvkov vzácnych zemín do obkladového materiálu môže zjemniť zrná a zlepšiť jednotnosť štruktúry [45]. Wang a kol. [38] použili technológiu laserového plátovania na prípravu kompozitných povlakov Fe78.5Cr15.6Ni4.0Si0.7 na báze železa s rôznymi množstvami prídavku La2O3 (hmotnostný podiel 0 %, 1 % a 2 %) na povrchu ocele 45. Štúdia zistila, že pridanie La2O3 môže hrať úlohu pri rafinácii zŕn. Keď je pridané množstvo 1 %, hrubé stĺpcovité zrná v štruktúre môžu byť úplne eliminované; avšak keď sa pridané množstvo La2O3 zvýši na 2 %, jeho efekt zjemnenia zrna sa oslabí. Jemnozrnné spevnenie a spevnenie disperzie La2O3 môže zlepšiť tvrdosť a odolnosť povlaku proti opotrebeniu a jeho optimálne pridané množstvo je 1%. Ako je znázornené na obrázku 3, keď sa trhlina šíri na rozhranie medzi La2O3 a substrátom, musí sa prekonať lomové napätie medzi nimi. Preto môže La2O3 ako spevňujúca fáza účinne inhibovať expanziu trhliny, čím sa zlepší odolnosť povlaku voči opotrebovaniu.
Stojí za zmienku, že existencia formy a zákon distribúcie výstužnej fázy v kompozitnom povlaku na báze železa priamo ovplyvňuje kvalitu tvarovania a výkon povlaku. V nasledujúcich štúdiách možno prípravu a reguláciu výkonu vysokokvalitných kompozitných povlakov dosiahnuť zmenou zloženia matrice zliatiny na báze železa a typu, formy prídavku a veľkosti materiálu výstužnej fázy.
2 Vplyv procesných parametrov na organizáciu a výkonnosť obkladovej vrstvy na báze železa
Po určení povlakového materiálu zohrávajú procesné parametre v procese laserového povlakovania kľúčovú úlohu v rýchlosti nanášania, kvalite tvarovania, fázovom zložení, mikroštruktúre a komplexnom výkone povlakovej vrstvy[46-48]. Parametre procesu zahŕňajú najmä výkon lasera, rýchlosť skenovania, priemer bodu, rýchlosť podávania prášku, množstvo rozostrenia, rýchlosť prekrývania, dráhu skenovania, prietok nosného plynu atď.
2.1 Výkon lasera
Výkon lasera je kľúčovým parametrom, ktorý určuje vstup tepla počas procesu opláštenia a má významný vplyv na kvalitu tvarovania a výkon obkladovej vrstvy [49]. Príliš nízky výkon lasera bude mať za následok nízku teplotu roztaveného kúpeľa, ktorá nedosiahne bod topenia podkladového materiálu a nedokáže roztaviť jeho povrch. Preto sa zníži pevnosť spojenia medzi obkladovou vrstvou a substrátom a môže byť dokonca ťažké vytvoriť metalurgický spoj. Príliš vysoký výkon lasera spôsobí pretavenie alebo dokonca vyparenie obkladového materiálu, čo vedie k určitému množstvu odpadu; zároveň prílišné natavenie podkladu povedie k nadmernému zriedeniu obkladovej vrstvy a zloženie obkladovej vrstvy sa bude odchyľovať od pôvodného obkladového materiálu, čím sa ovplyvní jeho očakávaný výkon. Nie a spol. [50] použili laserové plátovanie na prípravu povlakov z nehrdzavejúcej ocele 17-4PH a študovali účinky rôznych výkonov lasera (2.0, 2.2 a 2.4 kW) na tvarovateľnosť povlaku, vývoj mikroštruktúry, mikrotvrdosť a pevnosť spoja na rozhraní. Keď je výkon lasera 2.2 kW, plátovacia vrstva má primeranú rýchlosť riedenia, jemné zrná a dostatočnú interdifúziu medzi prvkami, takže je možné dosiahnuť najlepšiu pevnosť spojenia. Ako je možné vidieť na obrázku 4, mikropóry sa objavujú v morfológii lomu vzorky 1 (2.0 kW) a vzorky 3 (2.4 kW). Mikropóry v kombinácii s neroztopeným práškom môžu urýchliť difúziu trhlín, takže ich pevnosť v ťahu a medza klzu sú nižšie ako u vzorky 2 (2.2 kW). Li Tianshu a kol. [51] pripravili Fe-TiC kompozitný povlak na povrchu substrátu z nehrdzavejúcej ocele 304 technológiou laserového plátovania a diskutovali o vplyve výkonu lasera na geometrické charakteristiky, štruktúru a tvrdosť plátovacej vrstvy. Štúdia zistila, že zvýšenie výkonu lasera vedie k zvýšeniu konvekčného pohybu roztaveného kúpeľa a zvýšeniu teploty roztaveného kúpeľa, čo znižuje výšku obkladovej vrstvy, zväčšuje šírku a hĺbku topenia a znižuje počet neroztopených Častice TiC v štruktúre.
2.2 Rýchlosť skenovania
Rýchlosť skenovania sa vzťahuje na rýchlosť, ktorou sa laserová škvrna pohybuje na povrchu substrátu, čo priamo súvisí s účinnosťou laserového plátovania a dobou existencie roztaveného kúpeľa [52]. Keď je rýchlosť skenovania príliš vysoká, skráti sa čas zotrvania miesta na povrchu substrátu, krátka doba existencie roztaveného kúpeľa a obkladový materiál sa nedá úplne roztaviť, čím sa nedosiahne očakávaný efekt obkladu; keď je rýchlosť skenovania príliš nízka, tavný bazén trvá príliš dlho, rýchlosť chladenia taveniny je znížená a štruktúra tuhnutia úplne narastie, čo ľahko vytvorí obkladovú vrstvu s hrubou štruktúrou, čo má negatívny vplyv na jej výkon . Wang a kol. [53] študovali vplyv rôznych rýchlostí skenovania na štruktúru a vlastnosti laserových amorfných/nanokryštalických plátovacích vrstiev na báze železa. Výsledky ukazujú, že amorfný obsah povlaku na báze železa závisí od rýchlosti skenovania, ktorá ovplyvňuje hlavne rýchlosť riedenia a skutočnú rýchlosť ochladzovania povlaku zmenou vneseného tepla. So zvýšením rýchlosti snímania vykazuje plátovacia vrstva vyššiu tvrdosť a lepšiu odolnosť proti korózii, čo sa pripisuje najmä posilňujúcim účinkom spevnenia jemnej zrnitosti, disperzného spevnenia a amorfnej fázy. Wang Qiang a kol. [54] pripravili povlak zliatiny TY-2 na báze železa na povrchu oceľového substrátu 27SiMn pomocou vysokorýchlostného laserového plátovania a konvenčného laserového plátovania. Porovnávalo sa fázové zloženie, mikroštruktúra a vlastnosti dvoch vrstiev povlaku a diskutoval sa mechanizmus vplyvu energetického zloženia na povlak počas procesu povlakovania. Analýzou energetických parametrov dvoch procesov laserového nanášania sa dokázalo, že celková energia v procese vysokorýchlostného laserového plátovania bola nižšia ako v konvenčnom procese laserového plátovania. Preto je možné dosiahnuť vysokorýchlostné plátovanie pri nízkej energii a pripravený povlak má jemnú a hustú štruktúru a vyššiu tvrdosť.
2.3 Priemer laserovej škvrny
Mechanizmus vplyvu priemeru laserovej škvrny na proces plátovania je podobný ako pri výkone lasera a rýchlosti skenovania. Zo vzorca na výpočet hustoty energie lasera je možné vidieť, že čím väčší je priemer bodu, tým nižšia je hustota energie lasera pôsobiaca na roztavený kúpeľ. Garcia-Herrera1 a kol. [55] úspešne naniesli komerčnú amorfnú zliatinu na báze železa s nízkou schopnosťou amorfného tvarovania na substrát z nehrdzavejúcej ocele 304 pomocou technológie laserového plátovania a systematicky diskutovali o účinkoch parametrov procesu, ako je výkon lasera, rýchlosť skenovania a veľkosť bodu na makroskopický povrch. morfológia a mechanické vlastnosti obkladovej vrstvy. Štúdia ukázala, že zákon depozície amorfnej zliatiny Fe73Cr2Si11B11C3 je rovnaký ako princíp laserového plátovania tradičných kovových materiálov. Ako je znázornené na obrázku 5, rýchlosť riedenia vzorky klesá so zvyšovaním veľkosti laserového bodu a rýchlosti skenovania, zatiaľ čo vplyv výkonu lasera na rýchlosť riedenia je malý. Keď je výkon lasera 1200 W, rýchlosť skenovania je 25 m/s a veľkosť bodu je 1.94 mm, maximálny pomer riedenia obkladovej vrstvy je 51.2 % (C5); keď je výkon lasera 800 W, rýchlosť skenovania je 25 m/s a veľkosť bodu je 2.86 mm, minimálny pomer riedenia obkladovej vrstvy je 6.6 % (C3). Preto riadením veľkosti bodu a rýchlosti skenovania možno znížiť rýchlosť riedenia povlakovej vrstvy z amorfnej zliatiny. Hustota energie aplikovaná na amorfný prášok na báze železa počas procesu obaľovania má zároveň významný vplyv na tvorbu jeho amorfnej fázy a vysoká hustota energie prispieva k vytvoreniu druhej fázy α-Fe v štruktúru.
2.4 Rýchlosť podávania prášku
Rýchlosť podávania prášku má dôležitý vplyv na kvalitu tvarovania obkladovej vrstvy. So zvýšením rýchlosti podávania prášku vedie nahromadenie prášku v určitej oblasti na povrchu substrátu za jednotku času k zníženiu priepustnosti laserového lúča, čo znižuje energiu absorbovanú substrátom, skracuje chladenie času roztaveného kúpeľa a zrýchľuje rýchlosť ochladzovania. Preto sa veľkosť zrna obkladovej vrstvy zmenšuje a štruktúra sa zjemňuje; súčasne, za podmienky, že ostatné parametre procesu zostanú nezmenené, zvýšenie rýchlosti podávania prášku môže zvýšiť hrúbku obkladovej vrstvy. Ak je však rýchlosť podávania prášku príliš vysoká, dodávka laserovej energie bude nedostatočná, takže roztavený kúpeľ nemôže dosiahnuť teplotu topenia materiálu substrátu, čo má za následok neschopnosť obkladovej vrstvy a substrátu vytvoriť účinný metalurgická väzba.
Wang Yongxia a kol. [56] diskutovali o vplyve rôznych rýchlostí podávania prášku (0.6, 0.8, 1.4 ot./min.) na mikroštruktúru laserových povlakov na báze železa. Výsledky ukazujú, že so zvyšovaním rýchlosti podávania prášku sa zvyšuje obsah nerozpustených karbidov v tepelne ovplyvnenej zóne substrátu Q235, klesá podiel hrubých stĺpcových kryštálov na dne plátovacej vrstvy, dendrity v strede sa postupne premieňajú na rovnoosé kryštály a rovnoosá kryštálová štruktúra povrchovej vrstvy je zjemnená. Cui a kol. [57] zistili, že keď je výkon lasera a rýchlosť skenovania konštantné, výška plátovacej vrstvy sa zvyšuje lineárne so zvyšovaním rýchlosti podávania prášku, šírka plátovacej vrstvy sa mierne zväčšuje a hĺbka pretavovacej vrstvy a h /H hodnota mierne klesá.
2.5 Miera prekrývania
Miera prekrytia sa týka pomeru šírky prekrytia medzi susednými prechodmi obkladu k šírke jednej obkladovej vrstvy pri vykonávaní viacvrstvového obkladu. Keď je miera prekrytia príliš malá, medzi susednými priechodmi obkladu sa objaví zjavná priehlbina; keď je miera prekrytia príliš veľká, výšky dvoch susedných priechodov obkladu sú rôzne a oblasť prekrytia je náchylná na vyčnievanie. Preto miera prekrytia priamo ovplyvňuje metalurgickú kvalitu a rovinnosť povrchu obkladovej vrstvy [58-60].
Guo Shirui a kol. [58] použili vysokovýkonný laser s polovodičovým vláknom na prípravu viacprechodovej prekrývajúcej sa povlakovej vrstvy zo zliatiny na báze železa na povrchu substrátu zo sivej liatiny HT250 a optimalizovali rýchlosť prekrytia s rýchlosťou riedenia a rovinnosťou povrchu ako ukazovatele. Štúdia ukázala, že keď bola miera prekrytia príliš veľká (55 % a 65 %), objavili sa chyby veľkých otvorov na presahoch obkladovej vrstvy; keď sa miera prekrytia postupne zvyšovala z 25 % na 55 %, riedenie obkladovej vrstvy sa najskôr znižovalo a potom zvyšovalo, zatiaľ čo rovinnosť povrchu vykazovala opačný trend. Keď bola miera prekrytia 35 %, miera riedenia bola najnižšia pri 5.16 %, rovinnosť povrchu bola najvyššia pri 0.88 a kvalita obkladu bola najlepšia. Lian a spol. [59] systematicky študovali väzbový efekt miery prekrytia na rovinnosť a mieru defektov laserovej plátovacej vrstvy pri štyroch rôznych metódach plátovania (ako je znázornené na obrázku 6), konkrétne obvodové kontinuálne prekrytie, obvodové symetrické prekrytie, axiálne kontinuálne prekrytie a osovo symetrické prekrývania a vytvorili matematický predikčný model miery prekrývania, plochosti a miery defektov na základe experimentu s jedným faktorom. Výsledky ukazujú, že pri štyroch metódach opláštenia so zvyšujúcou sa mierou prekrytia vykazuje rovinnosť obkladovej vrstvy trend najprv stúpať a potom klesať, pričom miera defektov najprv klesá a potom stúpa. Prostredníctvom korelačnej analýzy šedej je možné vidieť, že prstencový súvislý presahový plášť s mierou prekrytia 30 % je optimálnou metódou, ktorá dokáže vytvoriť obkladovú vrstvu s maximálnou rovinnosťou povrchu a minimálnou chybovosťou.
2.6 Optimalizácia parametrov procesu
Stojí za zmienku, že skutočný proces laserového plátovania je výsledkom kombinovaného pôsobenia viacerých parametrov procesu. Interakcia medzi parametrami spôsobuje, že parametre procesu a kvalita obkladovej vrstvy majú zložitý nelineárny vzťah [61]. Aby sa získali vysokokvalitné a vysoko výkonné obkladové vrstvy, je často potrebný veľký počet experimentov na získanie optimalizovaných parametrov procesu [62-64].
Reddy a spol. [63] vykonali relevantný výskum optimalizácie procesných parametrov pre laserové nanášanie povlakov zliatiny na báze železa SHS 7170. Kombináciou údajov z viacerých sád jednoprechodových skúšok povlaku vytvorili model vplyvu troch parametrov procesu, výkonu lasera, rýchlosti pohybu lasera a rýchlosti podávania prášku, na účinnosť nanášania prášku, rýchlosť riedenia a pórovitosť. V okne parametrov procesu, ktoré pozostáva z výkonu lasera 0.4 ~ 2 kW, rýchlosti pohybu lasera 150 ~ 1 200 mm/min a rýchlosti podávania prášku 4 ~ 10 g/min, so zvýšením výkonu lasera a znížením rýchlosti podávania prášku, účinnosť nanášania prášku a rýchlosť riedenia sa postupne zvyšovali; pórovitosť povlaku bola nezávislá od parametrov procesu a závisela hlavne od materiálu obkladu. Yu a spol. [65] použili metódu Taguchi-grey korelácie na vykonanie viacúčelovej optimalizácie procesných parametrov laserového plátovania Fe313 povlakov. Metódou Taguchi navrhli 25 súborov ortogonálnych experimentov. Premenné parametrov procesu boli výkon lasera, rýchlosť skenovania a rýchlosť podávania prášku a ako indikátory odozvy sa zvolila šírka, výška a rýchlosť riedenia. Uskutočnením analýzy rozptylu na obrysovej mape, mape povrchu a pomere signálu k šumu cieľa odozvy, ako je znázornené na obrázku 7, možno získať trend a stupeň vplyvu parametrov procesu na geometrické charakteristiky obkladovej vrstvy. V kombinácii s teóriou šedej korelácie sa tri indikátory odozvy prevedú do jednej šedej korelačnej hodnoty a optimalizuje sa maximálna šírka plášťovej vrstvy, minimálna výška plášťovej vrstvy a vhodná miera riedenia. Štúdia na základe Taguchi-grey korelačnej analýzy realizovala optimalizáciu viacerých procesných parametrov pri viacerých odozvách, určila optimálnu kombináciu procesných parametrov a overila predikciu sivej korelácie a zlepšenie cieľov odozvy prostredníctvom experimentov.
Vzhľadom na vlastnosti rýchleho ohrevu a ochladzovania laserového povlaku je však doba existencie roztaveného kúpeľa extrémne krátka a vzájomné ovplyvňovanie rôznych procesných parametrov počas procesu povlakovania je pomerne zložité. Schopnosť riadiť mikroštruktúru a výkon povlaku len optimalizáciou parametrov procesu má určité obmedzenia.
3 Aplikácia technológie s asistenciou poľa pri laserovom nanášaní povlakov na báze železa
Rozumným návrhom obkladového materiálu a optimalizáciou parametrov procesu obkladu je možné do určitej miery znížiť počet defektov v povlaku, avšak pri povlakoch na báze železa s vysokou tvrdosťou je stále ťažké úplne odstrániť defekty, akými sú trhliny v jeho mikroštruktúre [66 ]. Súčasne rýchle zahrievanie a ochladzovanie tuhnutia laserového povlaku ľahko vedie k nedostatočnej difúzii prvkov v roztavenom kúpeli, čo vedie k zlej rovnomernosti povlakovej vrstvy, čo v konečnom dôsledku ovplyvňuje jej výkon[67]. V posledných rokoch výskumníci skombinovali externú technológiu pomocou poľa s technológiou laserového plátovania. Aplikáciou energetických polí, ako je ultrazvukové vibračné pole, elektromagnetické pole a indukčný ohrev (ako je znázornené na obrázku 8), je ovplyvnený konvekčný pohyb taveniny, čím sa teplotné pole a distribúcia rozpustenej látky rovnomernejšie, čím zohrávajú dôležitú úlohu v mikroštruktúre. zdokonalenie, odstránenie defektov a zlepšenie výkonu[68-70].
3.1 Laserové opláštenie s pomocou ultrazvukových vibrácií
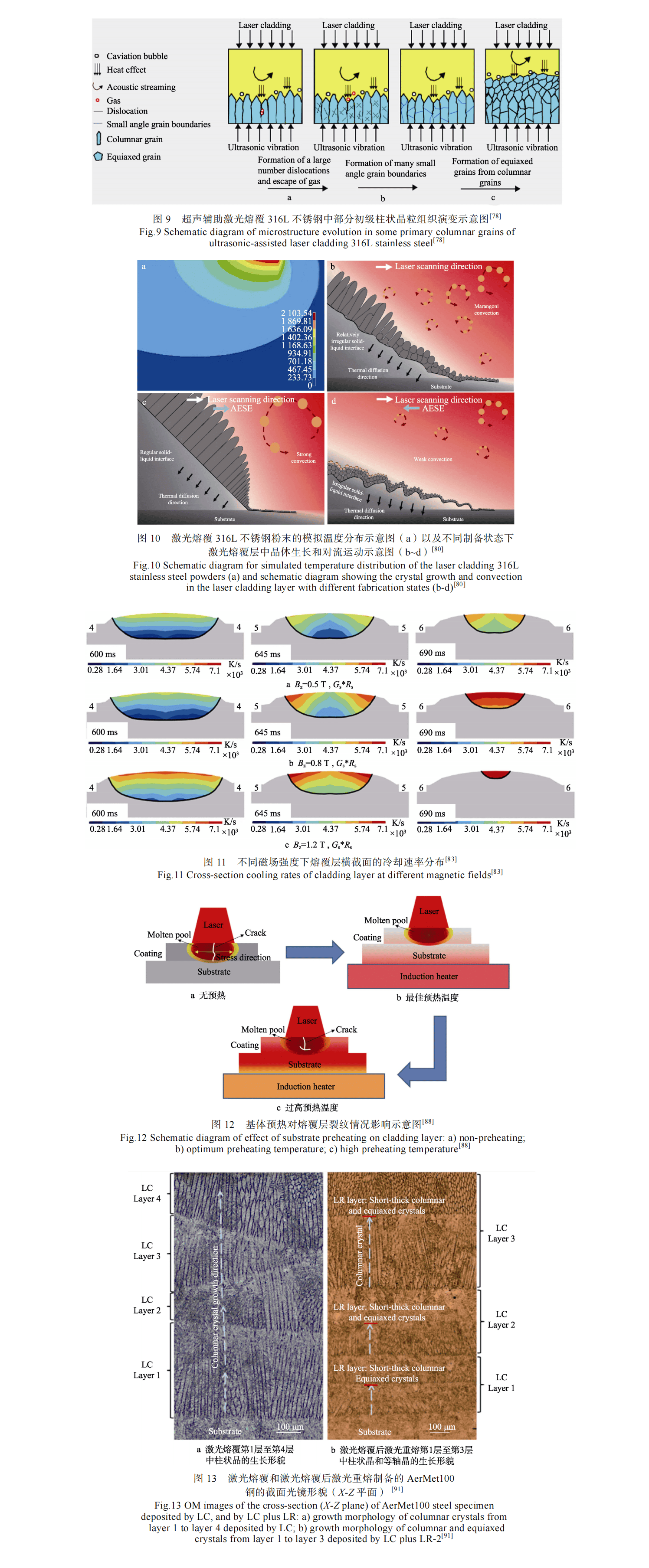
Technológia laserového plátovania s pomocou ultrazvukových vibrácií ovplyvňuje proces tuhnutia kovovej taveniny prostredníctvom kavitačného efektu, efektu zosilnenia akustického toku a tepelného efektu ultrazvukových vĺn, čím sa redukujú hrubé stĺpcovité dendrity v štruktúre, podporuje sa tvorba rovnoosých kryštálov a zjemňuje sa. zŕn, pričom sa znižuje segregácia rozpustenej látky a podporuje sa rovnomerná distribúcia tvrdej fázy[74-76]. Zhang a kol. [77] použili technológiu laserového plátovania s pomocou ultrazvukových vibrácií na prípravu keramických častíc TiB2-TiC vystužených keramickými časticami na báze železa a študovali účinky rôznych výkonov ultrazvukových vibrácií (0, 100, 200, 300, 400 W) na rýchlosť riedenia, morfológiu, mikroštruktúrne charakteristiky a antioxidačné vlastnosti kompozitných povlakov. Experimentálne výsledky ukazujú, že ultrazvukové vibrácie môžu ovplyvniť prenos hmoty a proces prenosu tepla v roztavenom bazéne prostredníctvom kombinovaných účinkov ultrazvukového kavitačného efektu, fluidizačného efektu a mechanického vibračného efektu, čím sa zlepší makroskopická morfológia a mikroštruktúra povlaku. Obsah keramickej výstužnej fázy v povlaku sa zvyšuje so zvyšujúcou sa silou ultrazvukových vibrácií a jej distribúcia sa stáva rovnomernejšou. Kompozitný povlak pripravený 300 W ultrazvukovým vibračným laserovým plátovaním má nielen dobrú odolnosť proti opotrebeniu, ale má aj vysokú odolnosť proti oxidácii. Avšak nadmerná sila ultrazvukových vibrácií zvýši tendenciu povlaku praskať. Xiao a kol. [71] použili proces laserového plátovania s pomocou ultrazvukových vibrácií na prípravu amorfných povlakov na báze železa a študovali vplyv ultrazvukových vibrácií na vývoj mikroštruktúry povlaku. Výsledky ukazujú, že zavedenie ultrazvukovej energie zvyšuje priemernú šírku kryštalizačnej zóny medzi amorfnou fázou a matricou; súčasne sa pôsobením akustického toku spôsobeného vibráciami rozbijú vytvorené stĺpcové kryštály a rekryštalizujú sa na rovnoosé kryštály; ale horná časť povlaku je menej ovplyvnená ultrazvukovými vibráciami a zostáva amorfná, takže celá štruktúra povlaku predstavuje 4-vrstvovú gradientnú štruktúru. Táto gradientová štruktúra môže znížiť zvyškové napätie v povlaku, čím sa zabráni iniciácii trhlín. Zhuang a kol. [78] študovali vplyv podpory ultrazvukových vibrácií pri rôznych amplitúdach na laserový povlak z nehrdzavejúcej ocele 316L a výkon. Štúdia ukazuje, že ultrazvukové vibrácie môžu účinne zlepšiť makroskopickú kvalitu tvarovania povlaku a urobiť štruktúru rovnomernou a rafinovanou a môžu tiež podporiť transformáciu štruktúry zo stĺpcových kryštálov na rovnoosé kryštály. Keď je amplitúda 17.5 μm, povlak z nehrdzavejúcej ocele 316L má najlepšiu odolnosť proti opotrebovaniu a korózii. Autori zároveň podrobne analyzovali proces vývoja mikroštruktúry primárnych stĺpcových kryštálov pri ultrazvukových vibráciách. Ako je znázornené na obrázku 9, niektoré z primárnych stĺpcových kryštálov v mikroštruktúre prešli procesom mriežkového skreslenia → proliferácie dislokácií → rotácie subštruktúry → tvorby hraníc zŕn s malým uhlom → akumulácie orientácie → tvorby nových rovnoosých zŕn.
3.2 Laserové opláštenie pomocou elektromagnetického poľa
Technológia laserového plátovania s pomocou elektromagnetického poľa má zmeniť konvekčný pohyb a proces prenosu tepla a hmoty taveniny prostredníctvom elektromagnetickej sily generovanej interakciou medzi elektromagnetickým poľom a taveninou kovu, čím sa ovplyvňuje proces jej tuhnutia [79]. Existujú tri typy asistencie elektromagnetického poľa: jediné magnetické pole (vrátane ustáleného magnetického poľa, striedavého magnetického poľa, rotujúceho magnetického poľa atď.), jediné elektrické pole (vrátane jednosmerného elektrického poľa, striedavého elektrického poľa, impulzného elektrického poľa atď. .) a elektromagnetické kompozitné pole. Kombinované formy sú rôznorodé a môžu dosiahnuť reguláciu štruktúry tuhnutia obkladovej vrstvy [80-82]. Huang a kol. [73] použili laserové plátovacie zariadenie s pomocou elektromagnetického poľa zobrazené na obrázku 8c na prípravu viacvrstvového povlaku Fe901 na povrchu Cr12MoV. Štúdia zistila, že po aplikácii elektromagnetického poľa sa počet defektov v povlaku znížil. Miešací účinok elektromagnetického poľa v roztavenom kúpeli môže rozbiť stĺpcové dendrity a podporiť tvorbu jemných dendritov a rovnoosých kryštálov, pričom tiež urobí rovnomernejšie rozloženie teplotného poľa. Z výsledkov testu trenia a opotrebovania je vidieť, že povlak Fe901 pripravený za asistencie elektromagnetického poľa má lepšiu odolnosť proti opotrebovaniu. Ouyang a kol. [80] aplikoval elektrostatické pole na proces laserového nanášania povlaku z nehrdzavejúcej ocele 316L. Porovnaním mikroštruktúry, orientácie kryštálov a mechanických vlastností povlaku za podmienok bez elektrostatického poľa (NESF), elektrostatického poľa v rovnakom smere ako je smer laserového skenovania (AESF) a elektrostatického poľa v opačnom smere ako laserové skenovanie smere (RESF), bol odhalený mechanizmus vplyvu elektrostatického poľa na správanie sa tuhnutia a rast kryštálov povlaku. Ako je znázornené na obrázku 10, pod laserovým plátovaním bez elektrostatického poľa vedie vyššia rýchlosť tuhnutia a konvekcia k postupnému hrubnutiu zŕn a zrná majú tendenciu rásť paralelne so smerom laserového skenovania; aplikovanie elektrostatického poľa opačného k smeru laserového skenovania môže podporiť difúziu a konvekciu prvkov v roztavenom kúpeli, čo je prospešné pre smerové tuhnutie laserovej plátovacej vrstvy a produkciu stĺpcových zŕn; aplikovanie elektrostatického poľa v súlade so smerom laserového skenovania môže inhibovať difúziu a konvekciu prvkov v roztavenom kúpeli, takže obkladová vrstva ako celok predstavuje riadne stuhnutie pasty a ultrajemnozrnnú štruktúru a môže tiež podporiť mikrosegregáciu a zrážanie jemné MC karbidy.
Aby bolo možné študovať vplyv magnetického poľa na distribúciu prvkov a charakteristiky tuhnutia počas laserového plátovania prášku zliatiny Fe60 na povrch ocele 45, Li a kol. [83] vytvorili trojrozmerný numerický model laserového plášťa podporovaného magnetickým poľom vrátane transportu chemických látok, magnetického poľa, prúdenia tekutiny, prenosu tepla tekutiny a dynamickej siete. Štúdia ukazuje, že za podmienok uvažovania geometrického tvaru a rozloženia prvkov obkladovej vrstvy sú výsledky numerických výpočtov v zásade v súlade s experimentálnymi údajmi. Ako ukazujú výsledky simulácie na obrázku 11, pri zvyšovaní intenzity magnetického poľa z 0.5 T na 1.2 T sa maximálna rýchlosť ochladzovania na rozhraní tuhnutia postupne zvyšuje, čo vedie k zníženiu veľkosti zrna. Tento záver potvrdzuje aj pozorovanie mikroštruktúry obkladovej vrstvy. Model teda dokáže predpovedať trend zmeny veľkosti zŕn a morfológie na základe rýchlosti ochladzovania počas tuhnutia roztavenej vane a morfologických parametrov obkladovej vrstvy. Táto štúdia poskytuje účinnú metódu na predpovedanie správania tuhnutia a mikroštruktúrnych charakteristík počas laserového plátovania pomocou magnetického poľa. Malo by sa zdôrazniť, že perióda okna pre reguláciu elektromagnetického poľa štruktúry tuhnutia taveniny je úzka a v rýchlo stuhnutom malom roztavenom bazéne existuje silný jav konvekcie. Preto je ťažké kvalitatívne a kvantitatívne analyzovať interakciu medzi elektromagnetickou silou a taveninou, pochopiť vývoj organizácie a výkonu taveniny počas procesu tuhnutia a preskúmať mechanizmus zmeny zvyškového napätia obkladovej vrstvy. V tomto štádiu je technológia laserového obkladu pomocou elektromagnetického poľa stále v plienkach a existuje pomerne málo súvisiacich experimentov a teoretických štúdií. V budúcnosti je potrebný hĺbkový výskum vyššie uvedených otázok.
3.3 Laserové plátovanie pomocou teplotného poľa
3.3.1 Laserové plátovanie pomocou indukčného ohrevu
Laserové plátovanie podporované indukčným ohrevom je použitie indukčného zdroja tepla na predhrievanie alebo dodatočné zahrievanie materiálu substrátu počas procesu plátovania laserom, aby sa dosiahol účel zníženia tendencie povlaku praskať a zlepšenia účinnosti nanášania [84-85]. Zhu a kol. [85] inovatívne navrhli in-situ technológiu indukčného ohrevu asistovaného laserového plátovania (Laser Cladding Assisted With In-situ Induction Heating, LC-IH) a aplikovali ju na prípravu vysokovýkonného martenzitického starnúceho oceľového povlaku 18Ni300 na povrchu bainitického krídlové koľajnice. Porovnaním tradičného procesu laserového plátovania a procesu indukčného ohrevu laserového plátovania in situ sa zistilo, že vstup tepla počas následnej prípravy môže hrať úlohu tepelného spracovania starnutia in situ (IAHT) na nanesenom povlaku počas tepelného spracovania. cyklus viacpriechodového nanášania a kumulatívny čas IAHT zodpovedajúci procesu indukčného ohrevu laserového plátovania in situ je oveľa dlhší ako pri tradičnom procese plátovania laserom, čo je vhodnejšie pre vyzrážanie nano-precipitačnej fázy v organizácie. V porovnaní s neošetrenou koľajnicou sa pevnosť v ohybe a rázová húževnatosť koľajnice ošetrenej indukčným ohrevom laserovým obkladom in situ zvýšila o 4.2 % a 20.0 % a tiež sa zlepšila odolnosť proti opotrebeniu. Technológia LC-IH dokáže pripraviť vysokovýkonné nátery in situ bez hromadného tepelného spracovania v peci, takže má vyhliadky na priemyselné využitie.
3.3.2 Predhrievanie substrátu
Predhrievacia úprava je proces zahrievania substrátu pred laserovým plátovaním, ktorý môže znížiť rýchlosť ochladzovania plátovacej vrstvy a tým zmierniť problém prasklín laserovej plátovacej vrstvy [86-87]. Napríklad Wang a kol. [88] použil laserové plátovanie na prípravu amorfného povlaku Fe47Cr15Mo14Co3C15B6 na povrchu ocele H13. Navrhnutím rôznych teplôt predhrievania sa systematicky študoval trend vývoja trhlín v povlaku, čím sa stanovil vzťah medzi parametrami predhrievania a mikroštruktúrou a výkonom, čo poskytuje teoretický základ pre prípravu vysokovýkonných amorfných povlakov bez trhlín. Výsledky ukazujú, že rozdielne teploty predhrievania majú významný vplyv na kvalitu tvarovania a vnútorné rozloženie prvkov obkladovej vrstvy. Ako je znázornené na obrázku 12, trhliny v obkladovej vrstve nemožno eliminovať, keď je teplota predhrievania príliš nízka alebo príliš vysoká. Keď je teplota predohrevu 250 °C, je možné získať obkladovú vrstvu bez trhlín s najlepším komplexným výkonom. Súčasne so zvýšením teploty predhrievania má rozloženie prvkov v obkladovej vrstve tendenciu byť rovnomerné.
3.3.3 Ošetrenie laserovým pretavením
Technológia laserového pretavovania (LR) označuje proces rýchleho tavenia a tuhnutia povrchu materiálu ožiarením laserovým lúčom bez pridávania ďalších materiálov [89]. V posledných rokoch výskumníci aplikovali laserové pretavovanie na následné spracovanie laserových plátovacích vrstiev alebo laserových aditívnych výrobných materiálov, aby dosiahli účel zvýšenia hustoty plátovacej vrstvy, zníženia defektov, eliminácie zvyškového napätia a homogenizácie mikroštruktúry [90] . Yao a kol. [91] aplikovali laserové pretavovanie na proces laserového plátovania ocele AerMet100, študovali vplyv laserového pretavovania na vývoj mikroštruktúry a mechanické vlastnosti a odhalili mechanizmus spevňovania a tvrdnutia laserového plátovania a laserového pretavovania ocele AerMet100. Ako je znázornené na obrázku 13, laserové pretavenie môže účinne inhibovať epitaxný rast stĺpcových kryštálov vo viacvrstvovej oceli AerMet100 nanesenej na laserový povlak, čím sa zmierni anizotropia jej mechanických vlastností. Laserové pretavenie môže roztaviť hroty stĺpcových kryštálov v povlakovej vrstve na fragmenty a neúplne rozpustiť tyčinkovité karbidy na menšie granulované karbidy. Tieto fragmenty môžu nielen blokovať prednú časť tuhnutia stĺpcových kryštálov, aby sa inhiboval ich rast, ale môžu tiež nukleovať a rásť do rovnoosých kryštálov na dne roztavenej nádrže; súčasne môžu nerozpustené granulované karbidy pôsobiť aj ako nerovnomerné nukleačné centrá v roztavenom kúpeli na podporu tvorby rovnoosých kryštálov. Laserové pretavovanie môže poskytnúť tepelné prostredie podobné ako pri výrobe laserových aditív. Preto príslušné výsledky výskumu môžu poskytnúť určitý experimentálny základ pre oceľ AerMet100 ako potenciálnu surovinu na výrobu laserových aditív. Xi a kol. [92] študovali účinky výkonu laserového pretavenia a časov pretavenia na morfologické charakteristiky a mechanické vlastnosti plášťových vrstiev na báze železa YCF102. Výsledky ukazujú, že so zvyšujúcim sa časom pretavovania alebo pretavovacou silou rastie šírka plátovacej vrstvy, hĺbka roztaveného kúpeľa a rýchlosť riedenia a výška plátovacej vrstvy klesá. V porovnaní s neošetrenou obkladovou vrstvou má obkladová vrstva s výkonom lasera 650 W a raz pretavená vyššiu tvrdosť a dobrú odolnosť proti opotrebeniu; ďalšie zvyšovanie výkonu lasera alebo zvyšovanie počtu pretavovacích časov povedie k zníženiu tvrdosti a zníženiu odolnosti proti opotrebeniu, pretože kontinuálna akumulácia tepla vedie k hrubnutiu zŕn obkladovej vrstvy.
3.3.4 Proces tepelného spracovania
Tepelné spracovanie je tradičný proces spracovania materiálu. Ide o zahrievanie, udržiavanie tepla a ochladzovanie materiálu v určitom médiu rôznymi spôsobmi, aby sa zmenila mikroštruktúra materiálu na získanie požadovaných vlastností. Následné tepelné spracovanie môže vyriešiť problémy segregácie kompozície a nadmerného zvyškového napätia laserovej plátovacej vrstvy, čo má pozitívny vplyv na zlepšenie jej mikroštruktúry a mechanických vlastností [93-94]. Zhao a kol. [95] študovali vplyv úpravy starnutia v roztoku na mikroštruktúru a vlastnosti laserového povlaku zliatiny Fe-0.5C-11Cr. Výsledky ukazujú, že ošetrenie starnutím v roztoku môže účinne zlepšiť morfológiu, veľkosť a množstvo dendritických karbidov v povlakovej vrstve Fe-0.5C-11Cr. Po tepelnom spracovaní sa blokové, dlhé tyčinkové karbidy na hraniciach zŕn premenia na okrúhle, nesúvislé krátke tyčinkovité karbidy, čo výrazne zlepšuje jednotnosť štruktúry. Zároveň sa výrazne zlepšuje aj mikrotvrdosť a korózna odolnosť obkladovej vrstvy. Zistili tiež, že pri teplote roztoku 1 050 ℃ existuje dynamická rovnováha a kritický čas pre tavenie a rast karbidov v štruktúre. Podľa experimentálnych výsledkov je možné získať kritický čas úpravy roztoku ako 20 minút.
4 Výhľad
Z vyššie uvedeného súhrnu je vidieť, že v súčasnosti domáci a zahraniční výskumníci pozitívne pokročili v materiálovom dizajne, optimalizácii parametrov procesu a aplikácii technológie asistovanej v teréne pre laserové nanášanie zliatinových povlakov na báze železa. V budúcnosti je možné uvažovať o pokračovaní hĺbkového výskumu v týchto kľúčových otázkach:
1) Pokračovať v zdokonaľovaní a vytváraní systému zliatinových materiálov na báze železa vhodného na laserové opláštenie, so zameraním na návrh zloženia a aplikáciu všeobecných zliatin so silnou aplikáciou a nové materiály na opláštenie, ako sú amorfné zliatiny a zliatiny s vysokou entropiou. Okrem toho sa v tomto štádiu používajú obkladové suroviny hlavne práškové materiály. V budúcnosti by sa mala venovať väčšia pozornosť aplikovaniu synergie drôtu a drôteného prášku pri laserovom nanášaní povlakov na báze železa.
2) Preskúmajte nový dizajn štruktúry náteru. Koncepciu dizajnu gradientových funkčných materiálov (FGM) možno aplikovať na laserové povlaky na báze železa. Reguláciou zloženia, organizácie, štruktúry atď. povlaku je prítomná kontinuálna zmena gradientu v špecifickom smere, aby sa dosiahla príprava povlakov s funkciou gradientu.
3) V súčasnosti sa hodnotiace ukazovatele používané na optimalizáciu parametrov procesu sústreďujú najmä na geometrickú veľkosť, rýchlosť riedenia, počet defektov atď. obkladovej vrstvy, ale chýba im systematické hodnotenie rôznych vlastností, ako sú zvyškové napätie, mechanické vlastnosti. a korózne vlastnosti povlaku. V budúcnosti by sa mal ďalej zdokonaľovať systém hodnotenia optimalizácie parametrov procesu pre laserové povlaky zliatin na báze železa a mali by sa kombinovať rôzne optimalizačné metódy a technológie numerickej simulácie, aby sa vytvorili relevantné teoretické modely vrátane parametrov procesu, kvality vytvárania povlakovej vrstvy a rôznych výkonnostné faktory na dosiahnutie predvídateľnosti a kontrolovateľnosti procesu a výsledkov opláštenia.
4) Rozšíriť aplikáciu nových technológií a zariadení na laserové plátovanie, ako je externé laserové plátovanie s pomocou poľa, plátovanie ultra-vysokorýchlostným laserom a selektívne laserové tavenie (Selected Laser Melting, SLM) pri príprave a zlepšovaní výkonu na báze železa. nátery. Napríklad väčšina súčasného výskumu sa sústreďuje na laserové opláštenie s pomocou jediného vonkajšieho poľa. V budúcnosti sa môžeme zamerať na mechanizmus vplyvu spájania kompozitného poľa na reguláciu mikroštruktúry povlakov na báze železa.
Penny Xu
Penny Xu – generálny riaditeľ, projekty aditívnej výroby kovov Pán Penny Xu je skúsený generálny riaditeľ a strategický expert v sektore aditívnej výroby kovov, ktorý zohráva kľúčovú úlohu ako most medzi technológiou a podnikaním. Vďaka výnimočnej makroperspektíve a schopnostiam integrácie zdrojov dohliada na komerčné nasadenie a strategickú realizáciu projektov aditívnej výroby kovov. Hlavnou zodpovednosťou pána Xu je hlboko sa zaoberať najmodernejšími trhovými trendmi a technickými požiadavkami klientov vyššej triedy. Vyniká v identifikácii hlavných výziev klientov týkajúcich sa výkonu, nákladov a dodacích lehôt a v preklade týchto potrieb do jasných a realizovateľných technických zadaní. V nadväznosti na…

{kind=link}
{kind=link}
{kind=link}