

{kind=link}
{kind=link}
{kind=link}
Întărirea suprafeței rolei Looper
Pentru a rezolva problemele de mai sus, placarea cu laser poate fi utilizată pentru a adăuga un strat de armare pe suprafața rolei pentru a crește durata de viață a rolei de looper. Grosimea stratului armat este de 3 mm, duritatea este peste 60HRC, materialul este carbură pe bază de fier, are o rezistență excelentă la temperaturi ridicate și rezistență la oboseală termică, iar eficiența placajului poate ajunge la 0.3 m²/h.
Material:
Materialul de placare folosește pulbere de aliaj pe bază de fier la temperaturi înalte și rezistentă la uzură, cu o dimensiune a particulelor de pulbere de 53-150um.
Etape de proces:
- Pasul 1: Efectuați prelucrarea de strunjire pe rola de încleștare uzată pentru a îndepărta fisurile de pe suprafața rolei de încleștare și pentru a obține o suprafață netedă a rolului de încleștare;
- Pasul 2: Utilizați inspecția cu particule magnetice pentru a inspecta în continuare suprafața rolei de looper uzate. Dacă încă există crăpături pe suprafața rolei de încleștare, utilizați prelucrarea prin rotire pentru a prelucra suprafața rolei de încleștare până când nu există fisuri;
- Pasul 3: Folosiți placarea cu laser pentru fabricarea aditivă;
- Pasul 4: După terminarea cilindrului de looper la specificațiile specificate conform desenului procesului, se pregătește cilindrul de looper pentru laminor.
Rola Looper de reparat:
Figura 3.7 Rola de looper care trebuie reparată, există o uzură gravă la suprafață
Fotografii ale procesului de placare:
Figura 3.8 Procesul de operare a placajului cu laser a rolei looper

Figura 3.7 Rola de looper care trebuie reparată, există o uzură gravă la suprafață

Figura 3.8 Procesul de operare a placajului cu laser a rolei looper

Figura 3.8 Procesul de operare a placajului cu laser a rolei looper
Rezultatele testelor metalografice:
Figura 3.9 Rezultatele metalografice arată că stratul de placare și substratul au o legătură metalurgică bună și nu există micro-fisuri evidente, pori sau alte defecte metalurgice.
Testare de microduritate:
Efectuați testarea durității. Tabelul 3.6 de mai jos testează în principal duritatea stratului de placare. Duritatea medie HV este de 751, iar duritatea HRC este de 62.1.

Figura 3.9 Fotografii ale structurii metalografice a stratului de placare și a interfeței de legătură
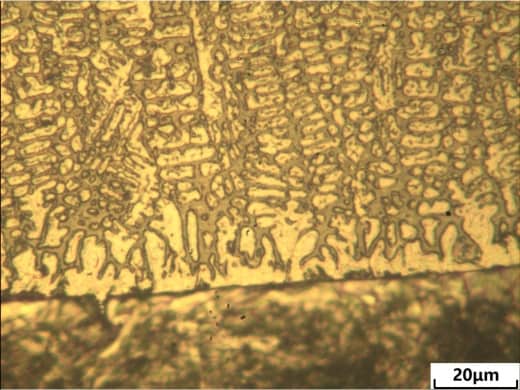
Figura 3.9 Fotografii ale structurii metalografice a stratului de placare și a interfeței de legătură

Tabelul 3.6 Date de testare a durității
Rezultatele detectării defectelor:
Rezultatele detectării defectelor PT au arătat că nu au existat defecte de fisurare. După cum se arată în Figura 3.10 de mai jos.

Figura 3.10 Zona fără defecte de detectare a defectelor PT

Figura 3.10 Zona fără defecte de detectare a defectelor PT
Test de șoc termic (test de șoc termic)
Test de șoc termic (șoc termic):
Pentru experimentul de stingere în apă la 600°C puneți piesa de simulare într-o cutie de tratament termic și încălziți-o la 600°C și păstrați-o timp de 20 de minute. Scoate-l și pune-l în apă să se răcească la temperatura camerei. Apoi puneți-l într-o cutie de tratament termic și încălziți-l la 600°C și păstrați-l timp de 20 de minute. Repetați acest lucru de 10 ori. După finalizare, a fost efectuată detectarea defectelor PT și nu au existat defecte de fisurare.

Figura 3.11 Eșantion de încercare de șoc termic, fără fisuri în detectarea defectelor PT a probei după testul de șoc termic

Figura 3.11 Eșantion de încercare de șoc termic, fără fisuri în detectarea defectelor PT a probei după testul de șoc termic

Rolă Looper în reparație

După repararea rolei de looper