

{kind=link}
{kind=link}
{kind=link}
Kilpinio volelio paviršiaus stiprinimas
Kad būtų išspręstos pirmiau nurodytos problemos, lazerinis apvalkalas gali būti naudojamas sutvirtinančiu sluoksniu ant volo paviršiaus, kad pailgėtų kilpos volo tarnavimo laikas. Sustiprinto sluoksnio storis yra 3 mm, kietumas didesnis nei 60 HRC, medžiaga yra geležies pagrindu pagamintas karbidas, jis turi puikų atsparumą aukštai temperatūrai ir atsparumą terminiam nuovargiui, o dangos efektyvumas gali siekti 0.3 m² / h.
medžiaga:
Dengimo medžiagai naudojami geležies pagrindu pagaminti aukštos temperatūros ir dilimui atsparūs lydinio milteliai, kurių miltelių dalelių dydis yra 53–150 um.
Proceso veiksmai:
- 1 veiksmas: atlikite susidėvėjusio kilpinio volelio sukimo apdorojimą, kad pašalintumėte kilpos volelio paviršiaus įtrūkimus ir gautumėte lygų kilpos volo paviršių;
- 2 veiksmas: naudokite magnetinį dalelių patikrinimą, kad toliau patikrintumėte susidėvėjusio kilpinio volelio paviršių. Jei kilpinio volelio paviršiuje vis dar yra įtrūkimų, tekinimo būdu apdorokite kilpinio volelio paviršių, kol neliks įtrūkimų;
- 3 veiksmas: priedų gamybai naudokite lazerinį apvalkalą;
- 4 veiksmas: užbaigus kilpinio volo apdailą pagal nurodytas specifikacijas pagal proceso brėžinį, paruošiamas valcavimo staklyno kilpinis volas.
Taisomas kilpinis volas:
3.7 pav. Taisytinas kilpos volas, paviršius labai susidėvėjęs
Dengimo proceso nuotraukos:
3.8 pav. Kilpinio volelio lazerinio apkalimo procesas

3.7 pav. Taisytinas kilpos volas, paviršius labai susidėvėjęs

3.8 pav. Kilpinio volelio lazerinio apkalimo procesas

3.8 pav. Kilpinio volelio lazerinio apkalimo procesas
Metalografinio tyrimo rezultatai:
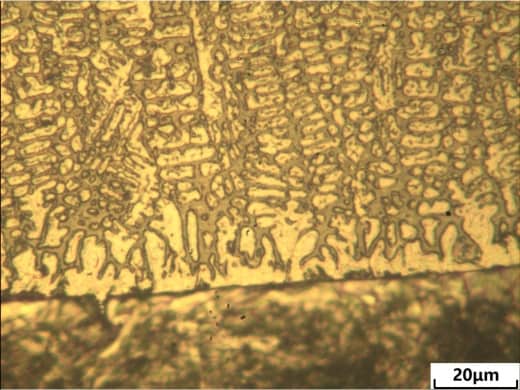
3.9 pav. Metalografiniai rezultatai rodo, kad dangos sluoksnis ir pagrindas gerai sukimba metalurgiškai ir nėra akivaizdžių mikro įtrūkimų, porų ar kitų metalurginių defektų.
Mikrokietumo bandymas:
Atlikite kietumo bandymą. Toliau pateiktoje 3.6 lentelėje daugiausia tikrinamas dangos sluoksnio kietumas. Vidutinis HV kietumas yra 751, o HRC kietumas yra 62.1.

3.9 pav. Apdengimo sluoksnio metalografinės struktūros ir klijavimo sąsajos nuotraukos
3.9 pav. Apdengimo sluoksnio metalografinės struktūros ir klijavimo sąsajos nuotraukos

3.6 lentelė Kietumo bandymo duomenys
Defektų aptikimo rezultatai:
PT defektų aptikimo rezultatai parodė, kad įtrūkimų nebuvo. Kaip parodyta 3.10 pav.

3.10 pav. PT defektų aptikimo zona be defektų

3.10 pav. PT defektų aptikimo zona be defektų
Šiluminio šoko testas (šiluminio šoko testas)
Šiluminio šoko testas (šiluminis šokas):
Atliekant gesinimo eksperimentą 600°C vandenyje, modeliavimo detalę įdėkite į terminio apdorojimo dėžutę, pašildykite iki 600°C ir palaikykite 20 minučių. Išimkite ir padėkite į vandenį, kad atvėstų iki kambario temperatūros. Tada sudėkite į terminio apdorojimo dėžutę ir pakaitinkite iki 600°C ir palaikykite 20 min. Pakartokite tai 10 kartų. Pabaigus buvo atliktas PT defektų aptikimas ir nebuvo jokių įtrūkimų.

3.11 pav. Šiluminio smūgio bandymo pavyzdys, nėra įtrūkimų PT defekte aptiktas mėginys po terminio smūgio bandymo

3.11 pav. Šiluminio smūgio bandymo pavyzdys, nėra įtrūkimų PT defekte aptiktas mėginys po terminio smūgio bandymo

Remontuojamas kilpinis volas

Po kilpinio volelio remonto