

{kind=link}
{kind=link}
{kind=link}
Looper-rulli pinna tugevdamine
Ülaltoodud probleemide lahendamiseks saab laserkatte abil lisada rulli pinnale tugevduskihi, et pikendada silmusrulli kasutusiga. Tugevdatud kihi paksus on 3 mm, kõvadus üle 60 HRC, materjal on rauapõhine karbiid, sellel on suurepärane kõrge temperatuuritaluvus ja termiline väsimuskindlus ning katte efektiivsus võib ulatuda 0.3 m² / h.
Materjal:
Kattematerjalis on kasutatud rauapõhist kõrgtemperatuurset ja kulumiskindlat sulamipulbrit, mille pulbriosakeste suurus on 53-150um.
Protsessi sammud:
- 1. samm: teostage kulunud silmusrulli pööramine, et eemaldada silmusrulli pinnal olevad praod ja saada silmusrulli sile pind;
- 2. samm: kasutage magnetosakeste kontrolli kulunud silmusrulli pinna täiendavaks kontrollimiseks. Kui silmusrulli pinnal on endiselt pragusid, kasutage silmusrulli pinna töötlemiseks treimist, kuni pragusid pole;
- 3. samm: kasutage lisandite valmistamisel laserkatteid;
- 4. samm: pärast silmusrulli viimistlemist vastavalt protsessi joonisele määratud spetsifikatsioonidele valmistatakse ette valtspingi silmusrull.
Remonditav silmusrull:
Joonis 3.7 Parandatav silmusrull, pinnal on tõsist kulumist
Fotod katteprotsessist:
Joonis 3.8 Silmusrulli laserkatte tööprotsess

Joonis 3.7 Parandatav silmusrull, pinnal on tõsist kulumist

Joonis 3.8 Silmusrulli laserkatte tööprotsess

Joonis 3.8 Silmusrulli laserkatte tööprotsess
Metallograafilise testi tulemused:
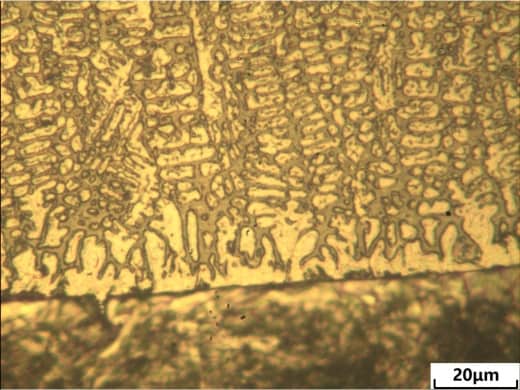
Joonis 3.9 Metallograafilised tulemused näitavad, et kattekihil ja aluspinnal on hea metallurgiline side ning puuduvad selged mikropraod, poorid ega muud metallurgilised defektid.
Mikrokõvaduse testimine:
Tehke kõvaduse test. Alljärgnevas tabelis 3.6 testitakse peamiselt kattekihi kõvadust. Keskmine HV kõvadus on 751 ja HRC kõvadus on 62.1.

Joonis 3.9 Fotod kattekihi ja liimimisliidese metallograafilisest struktuurist
Joonis 3.9 Fotod kattekihi ja liimimisliidese metallograafilisest struktuurist

Tabel 3.6 Kõvaduse testimise andmed
Vigade tuvastamise tulemused:
PT vigade tuvastamise tulemused näitasid, et pragusid ei esinenud. Nagu on näidatud alloleval joonisel 3.10.

Joonis 3.10 PT defektide tuvastamise defektideta ala

Joonis 3.10 PT defektide tuvastamise defektideta ala
Termošoki test (termošoki test)
Termošoki test (termošokk):
Karastamiseks vees temperatuuril 600 °C asetage simulatsioonitükk kuumtöötluskarpi ja soojendage seda temperatuurini 600 °C ning hoidke 20 minutit. Võtke see välja ja pange vette jahtuma toatemperatuurini. Seejärel pane see kuumtöötluskarpi ja kuumuta 600°C-ni ning hoia 20 minutit. Korrake seda 10 korda. Pärast lõpetamist tuvastati PT vead ja pragusid ei esinenud.

Joonis 3.11 Termošoki katseproov, pragude puudumine proovi PT vea tuvastamisel pärast termošoki katset

Joonis 3.11 Termošoki katseproov, pragude puudumine proovi PT vea tuvastamisel pärast termošoki katset

Looperi rull remondis

Pärast silmusrulli parandamist